



























01.91
5 Configuring
5.15 FB 156 Tool life monitoring/prewarning limit
5.15
FB 156 STAZ/VWG
Tool life monitoring/prewarning limit
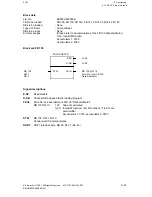
Description
The block is used to determine the tool wear by means of tool life monitoring. The maximum
possible machining time (tool life), which can be preset by the user, is reduced on the basis of
the time weighting factor K. The tool life is entered in minutes (fixed-point). The maximum
value is 9998 minutes. If 9999 is entered the machining of this tool will not be executed
(available soon).
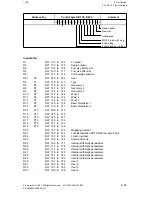
During machining (BEAR="1"), a calculated value is reduced in 1s steps. If this count value
reaches a value smaller or equal to zero, the tool life is decremented by one minute; down-
counting is started again and the current value of the tool life stored, including the current
calculated value. If machining is interrupted or terminated (BEAR="0") or if a value smaller
than 1 or greater than 99 is specified as the time weighting factor K, the current residual tool
life as well as the calculated value are stored and execution of the block is terminated.
As long as the block is activated, the FB output bit "Block is active" remains in the "1" state
(AKT = "1"). The user may not initiate this block again (positive-going edge of BEAR) until
this bit (AKT="0") is reset.
Down-counting can be accelerated (K=1...9) or delayed (K=11...99) via the time weighting
factor K. The processing of a block is terminated if K < 1 or K > 99. If K = 10, the tool life is
decremented minute by minute.
The time weighting factor K is used for adapting the tool life reduction to the step-enabling
conditions. It can be defined, e.g. via the part program by means of the H function.
In addition, a prewarning limit can be included in the calculations as a limit value, depending on
the value of the FB input parameter "VWG". The prewarning limit is also entered in minutes
(fixed-point); the maximum value is 9999 minutes. If the residual tool life reaches the
prewarning limit (if VWG="1"), identification bit 0 "Prewarning limit reached" is set in the
2nd identification DB.
If the tool life has expired (residual tool life <= 0), either identification bit 10 "Tool disabled"
or identification bit 6 "Disable tool at end of program" is set in the 2nd identification DB,
depending on the value of FB input parameter "SPER".
The tool life and the prewarning limit are stored in the P memories of the NC. Note that the
values are stored in consecutive P memories.
Sequence:
NC
Meaning
P-No.
x
Tool life
P-No. x+1
Prewarning
limit
The block requires the D number stored in the status word DB (DBZW; DB 150) for addres-
sing the tool offset memory in the NC.
© Siemens AG 1991 All Rights Reserved 6FC5 197-0AA40-1BP1
5–67
SINUMERIK 840/880 (PJ)







































































