

























11.92
2 Description of Functions
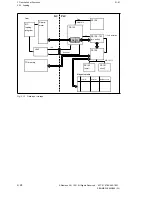
2.1.2 Interface and program overview
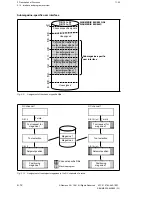
Submagazine-specific user interface
The equivalent of the NC's channel structure in the tool management software is the sub-
magazine-specific user interface. Tool management can thus be implemented in a relatively
simple way in controls operating more than one machine. In such cases, each machine is
assigned to a processing channel where the part program is executed independently of the
processing channel for the other machine.
Another example is the double-slide turning machine where machining of the workpiece is
carried out using two turrets. Each turret is controlled by two different programs in two
separate channels.
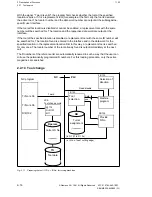
In order to make tool management available for a variety of machine configurations that utilize
the diverse features of the channel structure on the NC side, up to 16 individual magazines
can be set with SINUMERIK 880/880 GA2 and up to 4 individual magazines can be set with
SINUMERIK 840/840C. Each channel is assigned to one magazine. The assignment is fixed in
the sense that submagazine 1 is assigned to NC channel 1 and submagazine 2 to NC channel
2, etc. As channel-specific interfaces a channel DB on the PLC side (DB 10 to 25 for
SINUMERIK 880/880 GA2, DB10 to DB 13 for SINUMERIK 840/840C) is assigned to each
channel on the NC side. For tool management, these channel DBs have been supplemented
by the submagazine-specific user interface.
Let us illustrate this using an example: A machining unit has only one processing channel (e.g.
a milling machine with one spindle) to which, however, several magazines are assigned. The
corresponding partial magazines are "chained" via the parameter assignments in DB 61 so
that the tool search covers all submagazines assigned to the machining unit.
Now let us assume the part program runs in channel 1. When a tool is called in the part
program, the T number is entered in the channel-specific part of the channel DB, which is
channel DB 10 in this example. From there it is passed on to the submagazine-specific user
interface.
Then the basic functions search the submagazines for the T number entered in the submaga-
zine-specific user interface. If the required tool is found, the corresponding status signal is
output on the submagazine-specific user interface. This is to be used as a start signal by the
machine program for reading the locator and magazine numbers, which are also entered in the
submagazine-specific user interface. The status signal, location and magazine numbers are
always transferred to the submagazine specific user interface of the calling channel, in this
case channel DB 10.
The consecutive numbering of the individual submagazines from 1 to 16 (1 to 4 for
SINUMERIK 840/840C) is only obligatory for the configuration/parameter assignment. At the
operator interface, only the actual magazine number is relevant to the operator. This can also
be illustrated with an example:
For a part program running in channel 2, the tool search starts in submagazine 2 irrespective
of whether it is followed by one or more "chained" magazines. This is obligatory for the
configuration/parameter assignment of the tool management software.
The magazine or turret number output at the operator interface, however, should seem logical
to the operator and should correspond to the machine configuration. If there is only one
magazine, as in the example above, it should be named "magazine" or "magazine 1" at the
operator interface but on no account "magazine 2", which is used in the parameter
assignment.
© Siemens AG 1991 All Rights Reserved 6FC5 197-0AA40-1BP1
2–13
SINUMERIK 840/880 (PJ)







































































