





























18
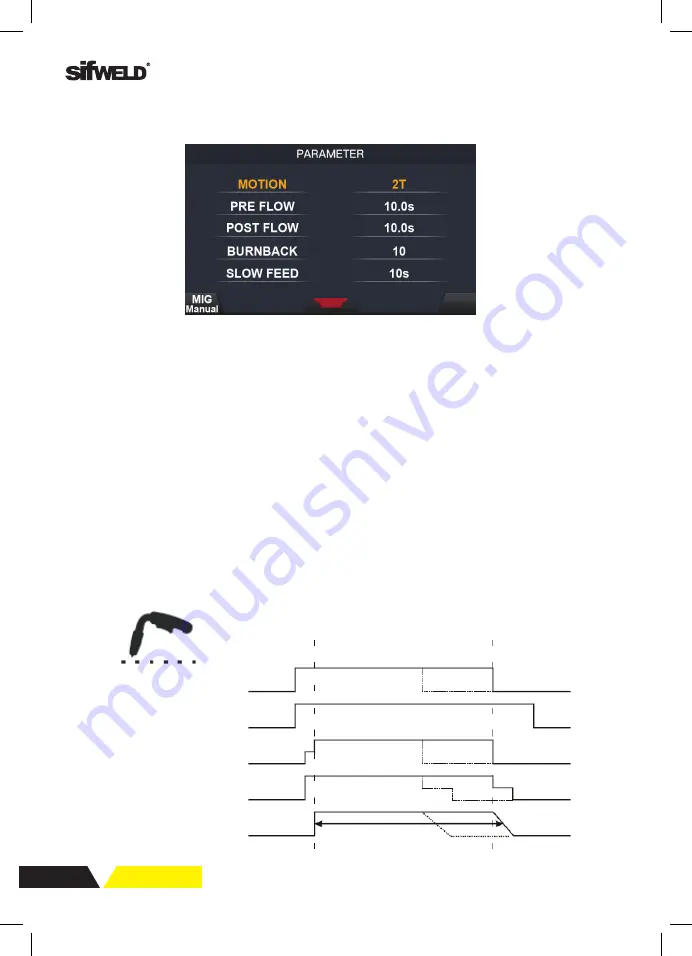
MIG (Dual) Pulse functional parameter interface:
Spot Weld Time
Gun Switch Gas
Supply Wire
Feed Output
Voltage Output
Current
Spot Weld
PANEL FUNCTIONS & DESCRIPTIONS
13
§ Spool Gun control panel
1. Welding mode button
: Press it to select Spool Gun welding mode.
2. L parameter knob
: Rotate it to adjust wire feeding speed. In functional parameter
interface, rotate it to select parameters.
3. R parameter knob
: Rotate it to adjust parameters.
4. Functional parameter button
.
5. Manual shield gas check button.
6. Manual wire feed button.
Spool Gun functional parameter interface:
1. Trigger mode
: 2T/ 4T/ Spot weld.
2. Pre flow time
: 0~10s.
1. Trigger mode:
2T/ 4T/ Spot weld.
2. Pre flow time:
0~10s.
3. Post flow time
: 0~10s.
4. Burnback:
0~10.
5. Slow feed time:
0~10s.
MIG (Dual) Pulse functional parameter interface:
Burnback
Short-circuit between welding wire and molten pool leads to the increase of current, which leads to the
melting speed of welding wire too fast, and the wire feeding speed cannot keep up with, which makes
the welding wire and workpiece disconnected. This phenomenon is called “burn back”. This function is
to ensure the welding seam is not beautiful after welding. Range: 0-10.
Slow feed
This function is used to regulate the speed of wire feeding increasing. Range: 0-10s.
Summary of Contents for Evolution MTS500 DP
Page 44: ...44 Notes ...
Page 45: ...45 Notes ...







































































