


























Summary of Contents for MTS 200
Page 1: ...MTS 200 User Manual SWMTS001 TSX1D200MTS ...
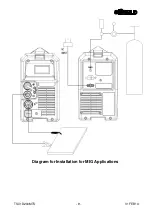
Page 9: ...TSX1D200MTS V1 FEB13 9 Diagram for Installation for MIG Applications ...
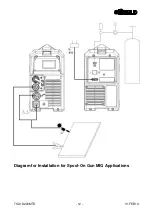
Page 12: ...TSX1D200MTS V1 FEB13 12 Diagram for Installation for Spool On Gun MIG Applications ...
Page 14: ...TSX1D200MTS V1 FEB13 14 Diagram for Installation for TIG Applications ...
Page 16: ...TSX1D200MTS V1 FEB13 16 Diagram for Installation for MMA Applications ...
Page 22: ...TSX1D200MTS V1 FEB13 22 4 Hot Start ...
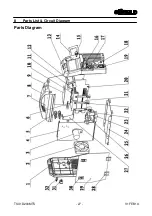
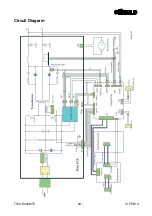
Page 27: ...TSX1D200MTS V1 FEB13 27 8 Parts List Circuit Diagram Parts Diagram ...







































































