


























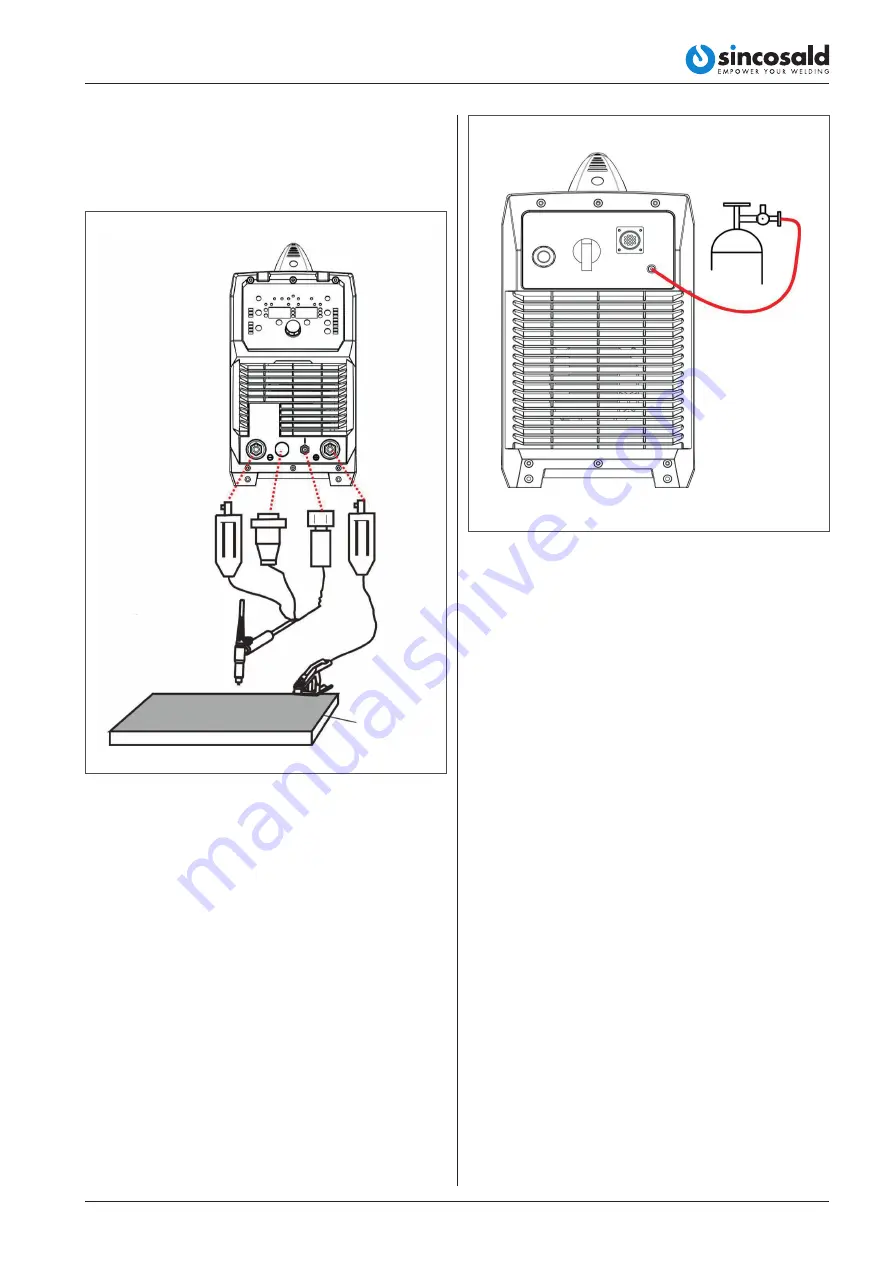
5. Connect the gas regulator to the Gas Cylinder
and connect the gas line to the Gas Regulator.
6. Connect the gas line to the machine inlet gas
connector via the quick push lock connector
located on the rear panel. Check for Leaks!
7. If using a water cooled torch, Connect the water
cooling lines from the TIG torch to the front of the
water cooler, ensuring the red and blue return
and supply lines match the connectors.
8. If using a water cooled torch, connect the water
cooler interface cable from the rear of the power
source to the rear of the water cooler.
9. Open gas cylinder valve and adjust regulator,
flow should be between 5 10 l/min depending
on application. Re check regulator flow pressure
with torch valve open as static gas flow setting
may drop once gas is flowing.
10. Each machine is equipped with a power cable
should be based on the input voltage welding
power cable connected to the appropriate
position, not to pick the wrong voltage;
11. With the corresponding input power supply
terminal or socket good contact and prevent
oxidation;
12. With a multi meter measure the input voltage is
within the fluctuation range;
13. The power ground is well grounded.
Note:
•
Secure the gas cylinder in an upright position by
chaining them to a stationary support to prevent
falling or tipping.
6.4. INSTALLATION & OPERATION FOR
TIG WELDING
6.4.1. Set up installation for TIG Welding
Workpiece
Welding
Gun
Switch the ON/OFF Switch (located on the rear panel)
to OFF.
1. Connect the TIG torch cable to “-”, tighten
clockwise.
2. Connect TIG torch remote plug to remote socket
ensuring all connections are tight.
3. Connect TIG torch gas connection to the TIG gas
outlet , ensuring all connections are tight.
4. Connect the earth lead to “+”, tighten clockwise;
Connect the earth clamp to the work piece.
Contact with the work piece must be firm contact
with clean, bare metal, with no corrosion, paint or
scale at the contact point.
25
1.995.229 EN - Rev. 1.1
NOVATIG 403 DC PULSE







































































