





























C. Simple R
28
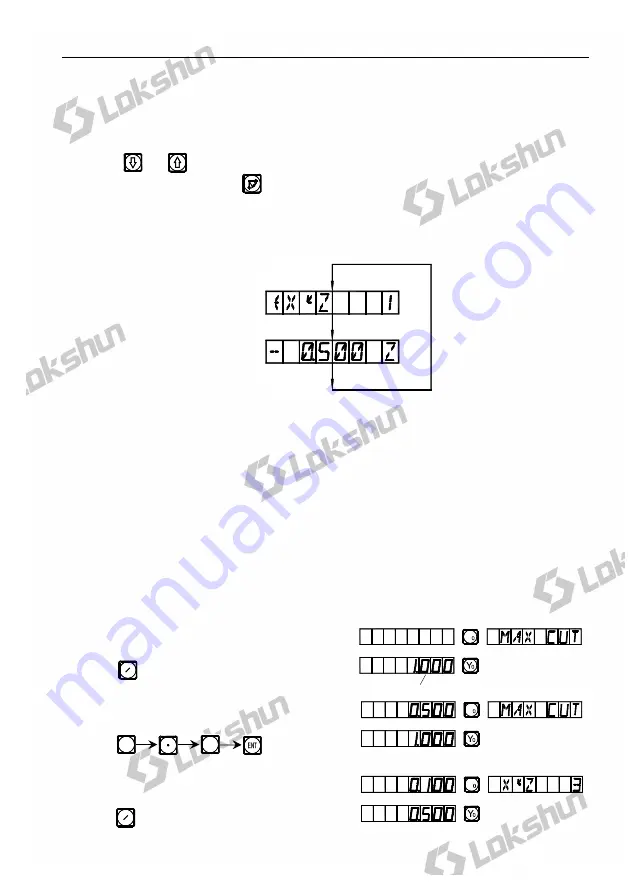
9) Refer to the display, move the machine tool to bring the displayed valve on X
axis into zero, then turn the Z axis star wheel to let the machine table rise or
drop by the displayed value in Y axis.
10) Key or and the position of next/last point will display. You may quit
ARC function, just key .
Note: After entering processing mode, the number of the processing point
and the accumulated value in Z axis direction will alternately displayed on the
message window.
*Changing the maximal cut
When processing an arc in Plane XZ and YZ, “MAX CUT” is the depth of
cut in Z axis. If the depth of cut in Z axis is uniform, the surface quality of the arc
worked out will be very no uniform. In order to improve the surface quality of the
circular arc processing in Plane XZ and YZ, the operator may change the maximal
cut during the processing to bring a rather uniform surface quality. When
processing an arc in Plane XY, “MAX CUT” is the cut of each cut feed. By reason
of the cut of each cut feed in uniform, the surface quality of the arc worked out
will be controlled to be rather uniform, so, no “changing the maximal cut”
function will be used when processing an arc in Plane XY.
For changing the maximal cut, the operator may follow the following
operations.
1) Change the maximal cut under processing
mode.
Key
2) Enter the changed value of the maximal
cut, for example, “0.5”.
Key
3) Return to processing mode, Continue
the processing.
Key
1
2
0
5
1
2
X
X
the original entered
X
R
Summary of Contents for SDS2MS
Page 4: ...Illustration of Panel and Keyboard 1...
Page 21: ...B Smooth R 13 B Smooth R Iran agent Tel 021 66 3939 00 Mob 0912 147 3023 www Sino ir...
Page 30: ...C Simple R 22 C Simple R Iran agent Tel 021 66 3939 00 Mob 0912 147 3023 www Sino ir...
Page 65: ...J N3 Function 57 J N3 Function Iran agent Tel 021 66 3939 00 Mob 0912 147 3023 www Sino ir...







































































