





























檢查控制板和操作盒連接
的訊號線接頭是否鬆脫
?
Check if signal cable
between control board
and control box is loose
or not
檢查訊號線外觀
是否有破損
?
Visually check if
outlook of signal
damages or not
電表量測訊號線
兩端對應訊號
Use meter to
detect relative
cable signals
from both end
sides
重新接妥再測一次
Re-connect and check again
重新開機後再測試一次
Re-boot and test again
更換線材再測一次
Exchange cable and
check again
更換線材再測一次
Exchange cable and
check again
更新程式時重開
機
?
Check if re-boot
when renewing
program ?
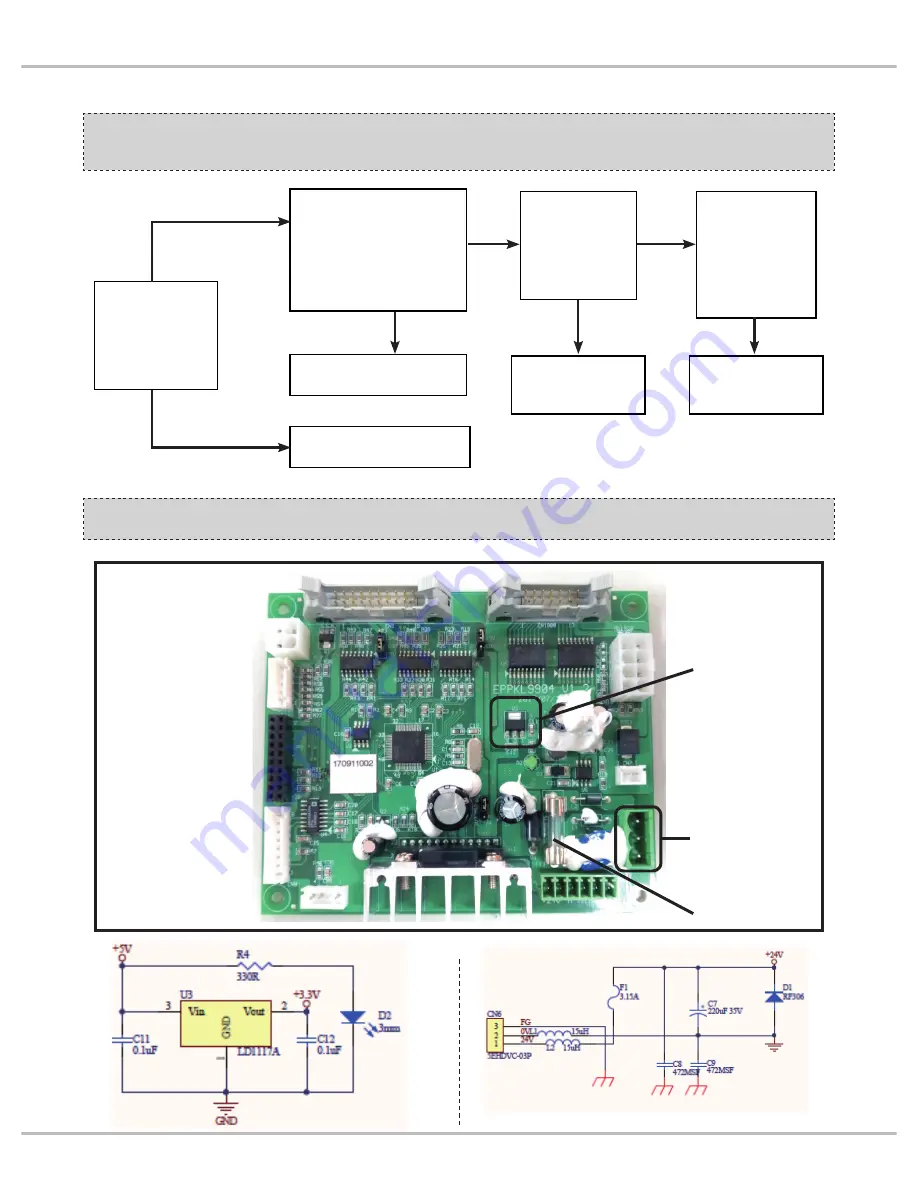
簡易維修流程圖
SIMPLE MAINTENANCE
U3
電路圖
U3 circuit diagram
CN6
電路圖
CN6 circuit diagram
P36
Introduction
YES
YES
YES
NO
NO
NO
出現錯誤代碼
E01
:
通訊故障
ERROR CODE E01:
COMMUNICATION ERROR
U3
F1
CN6







































































