





















Snap-on Tools Corporation Kenosha, WI 53141-1410
19
WIRE FEED CALIBRATION
Due to INPUT LINE VOLTAGE varia-
tions supplied to the welding ma-
chine. The WIRE FEED SPEED should be
checked for proper operation.
TO CHECK
1. Remove any tension on the drive
roll.
2. Turn the wire speed dial (on the
front of the machine) to "0".
3. Activate the torch trigger.
4. The bottom drive roll should
rotate very slowly(non-jerky).
5. If this proves to be true, no
adjustment is required.
IF ADJUSTMENT IS REQUIRED
1. Remove the top cover assembly
from the base unit.
2. Locate the printed circuit
boards.
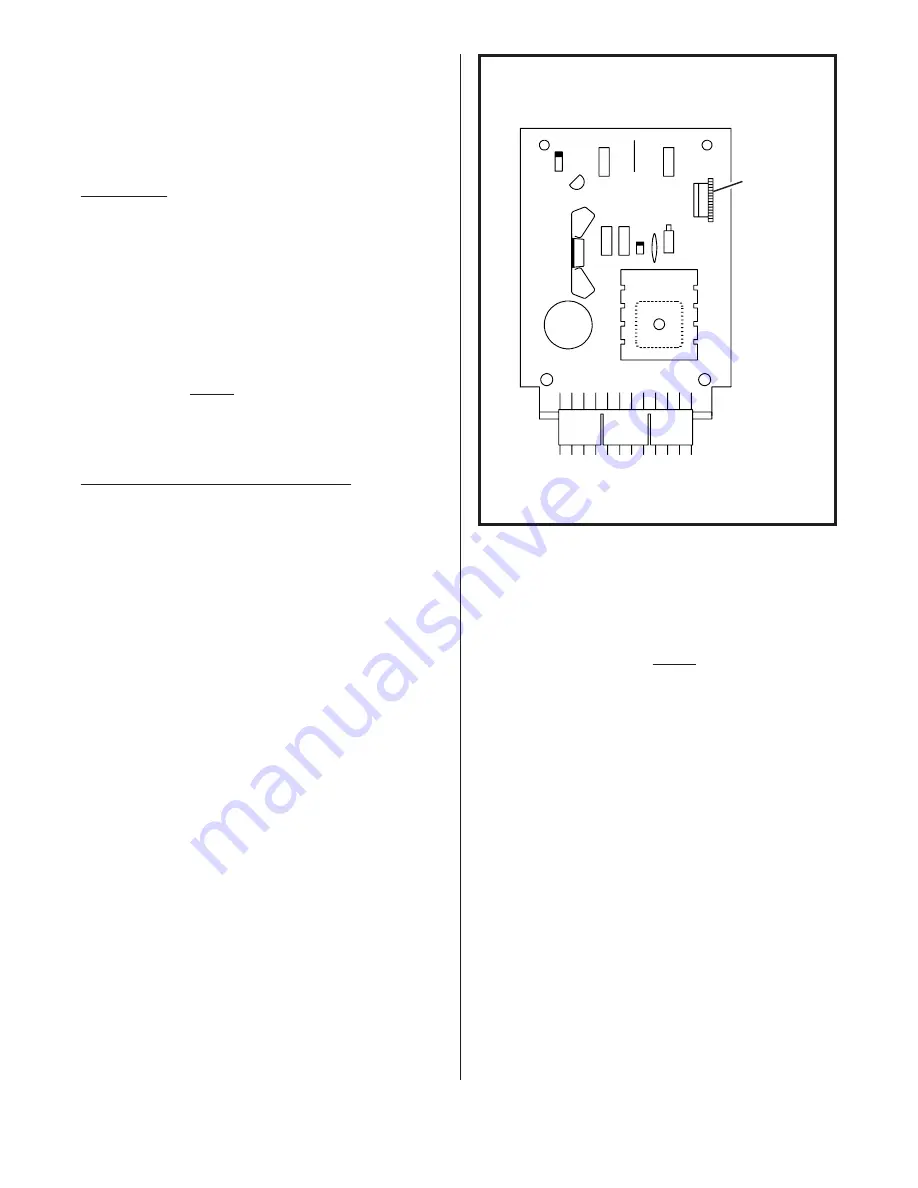
3. Referring to Figure 19, locate
the trim resistor, this is lo-
cated in the upper right hand
corner of the wire feed PC board.
4. Turn the wire speed dial (on the
front of the machine) to "0".
5. Remove any tension on the drive
roll.
6. Activate the torch trigger.
7. Rotate the trim resistor, back
and forth, until the bottom
drive roll moves.
8. Calibrate so the bottom drive
roll rotates very slowly (non-
jerky).
9. If calibrated correctly the wire
speed dial (on the front of the
machine) should affect the speed
of the drive roll from "0" thru
"10".
10.Adjustment is now complete!
TRIM
RESISTOR
FIGURE 19. WIRE FEED PC BOARD







































































