





























Maintenance
Section
4-20
A38E Work Platform
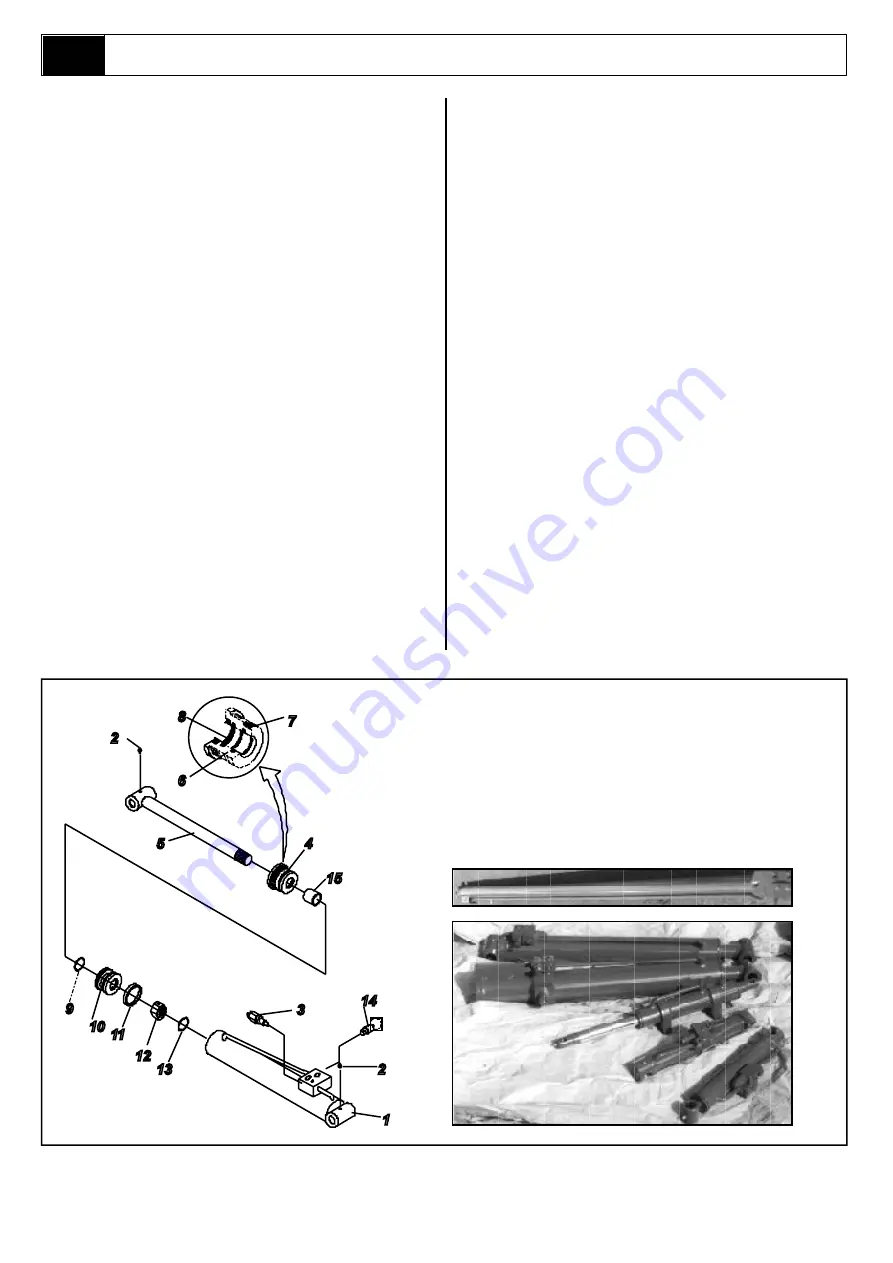
Figure 4-16: Hydraulic Cylinder Component Breakdown
2
7
8
13
12
11
10
15
4
5
6
3
14
2
1
1.
Cylinder Body
2.
Grease Nipple
3.
Overcentre Cartridge
4.
End Cap
5.
Rod And Pivot
6.
Rod Seal
7.
O-Ring
8.
Wiper
9.
Piston O-Ring
10. Piston Head
11. Piston Seal
12. Piston Locknut
13. Washer
14. Emergency Lowering
Valve
15. Spacer
4.14
with filtered compressed air.
2.
Check all threaded parts for stripped or
damaged threads.
3.
Check the bearing surfaces inside of the
headcap, outer edge surface of the piston,
inside of the cylinder barrel and the shaft for
signs of scoring, pits, excessive wear or
polishing. Scratches or pits deep enough to
catch a fingernail are unacceptable. Polishing is
a sign of uneven loading and if sufficiently
polished the affected parts should be replaced.
4.
Replace any parts or seals found to be
unserviceable.
REASSEMBLY/SEAL REPLACEMENT
Note: During seal replacement do not use sharp
edged tools to avoid cutting the seals, and allow
at least one hour for the seals to elastically
restore to their original shape before assembly.
1.
Lubricate and install new rod seal, rod wiper
and static seal on the headcap.
NOTE:
Multi-purpose lubricant should be used.
2.
Install a new piston seal on the piston.
3.
Install the headcap on the cylinder from the
piston end.
4.
Install the piston, piston nut and a new piston
static O-ring on the cylinder rod. Screw nut to
end of thread and secure with circlip.
9
Note: Diagram below shows a sample cylinder breakdown
for the Upper Lift Cylinder. Component Breakdowns of
the other cylinders are shown in the Illustrated Parts
Breakdown.
5.
Lubricate the piston seal and install the piston
and rod assembly in the barrel tube.
6.
Thread headcap onto barrel tube and hand
tighten, then turn 1/4 turn further.
7.
Install the lower cylinder Overcentre Valve.
INSTALLATION
NOTE:
Before installing Lift Cylinder check cylinder
pins, bearings and Trunnion Pivot for wear and
replace if necessary.
1.
Locate the Trunnion Pivot on the cylinder
and place the lift cylinder against the first post.
2.
Maintaining the Trunnion Pivot in place put the
first Allen Bolt in one turn. Repeat for all of the
bolts. When all bolts are in place tighten fully.
NOTE:
Take care in aligning the holes so that
the bolts can be made turn by hand. If holes are
not properly aligned the Trunnion Pivot will be
positioned incorrectly.
3.
Install rod end bearings (if removed).
4.
Lift rod end of cylinder into place and insert pin.
Install pin lock plate. Fix pin lock plate with bolt.
5.
Test with weight at rated platform load to check
system operation.
Summary of Contents for A38E
Page 1: ...A38E PARTS MANUAL S N 00715 AND AFTER ...
Page 3: ...SCHEMATICS 7 1 Appendix A Pages Index A Appendix B Parts Index B ...
Page 4: ...PARTS AND SERVICE AUG 2018 Serial Number 01 00715 Part number 514252 201 ...
Page 14: ...Page 6 A38E Work Platform Section 1 3 Introduction Specifications NOTES ...
Page 91: ...Maintenance 4 A38E ...
Page 98: ...A38E Maintenance 11 Major Repairs Date Part Number Part Description Repair Performed ...
Page 102: ...A38E Maintenance 15 ...
Page 106: ...Section 4 2 4 1 Notes ...
Page 140: ...Troubleshooting Section 5 6 A38E Work Platform 5 2 NOTES ...































































