




























14
CFD-S35CP
SECTION 4
MECHANICAL ADJUSTMENTS
PRECAUTION
1. Clean the following parts with a denatured alcohol-moistened
swab:
record/playback heads
pinch rollers
erase head
rubber belts
capstan
idlers
2. Demagnetize the record/playback head with a head
demagnetizer. (Do not bring the head magnetizer close to the
erase head.)
3. Do not use a magnetized screwdriver for the adjustments.
4. The adjustments should be performed with the rated power
supply voltage (9V) unless otherwise noted.
Torque Measurement
Mode
Torque meter
Meter reading
2.95 – 6.86 mN • m
FWD
CQ-102C
(30 – 70 g • cm)
(0.42 – 0.97 oz • inch)
0.15 – 0.53 mN • m
FWD
CQ-102C
(1.5 – 5.5 g • cm)
back tension
(0.021 – 0.076 oz • inch)
more than 5.88 mN • m
FF
CQ-201B
(more than 60 g • cm)
(more than 0.83 oz • inch)
more than 5.88 mN • m
REW
CQ-201B
(more than 60 g • cm)
(more than 0.83 oz • inch)
Tape Tension Measurement
Mode
Torque meter
Meter reading
more than100 g
FWD
CQ-403A
(more than 3.53 oz)
SECTION 5
ELECTRICAL ADJUSTMENTS
TAPE SECTION 0 dB=0.775V
• Standard Output Level
Output terminal
HP OUT
load impedance
32
Ω
output signal level
0.25 V (–10 dB)
• Test Tape
Type
Signal
Used for
WS-48A
3 kHz, 0 dB
tape speed adjustment
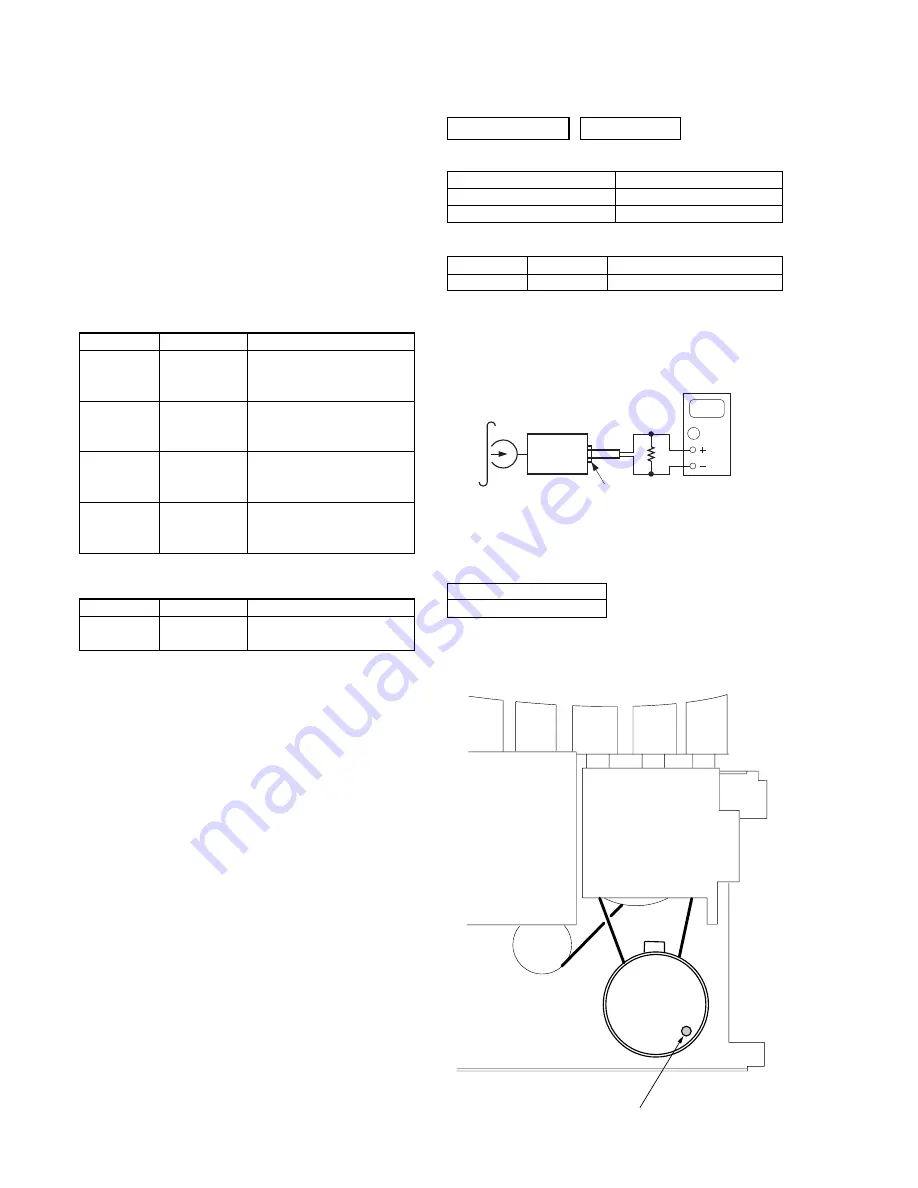
Tape Speed Adjustment
Procedure:
Mode: playback
Adjust so that the value on the digital frequency counter is
3,000 Hz.
Specification Value:
Digital frequency counter
2,910 to 3,090 Hz
Adjust so that the frequency at the beginning and that at the end of
tape winding are between 2,910 to 3,090 Hz.
Adjustment Location:
i
jack (J321)
set
32
Ω
test tape
WS-48A
(3 kHz, 0 dB)
digital frequency
counter
Tape speed adjustment
control inside motor
Summary of Contents for CFD-S35CP
Page 18: ...18 CFD S35CP MEMO ...







































































