





























136
Deutsch
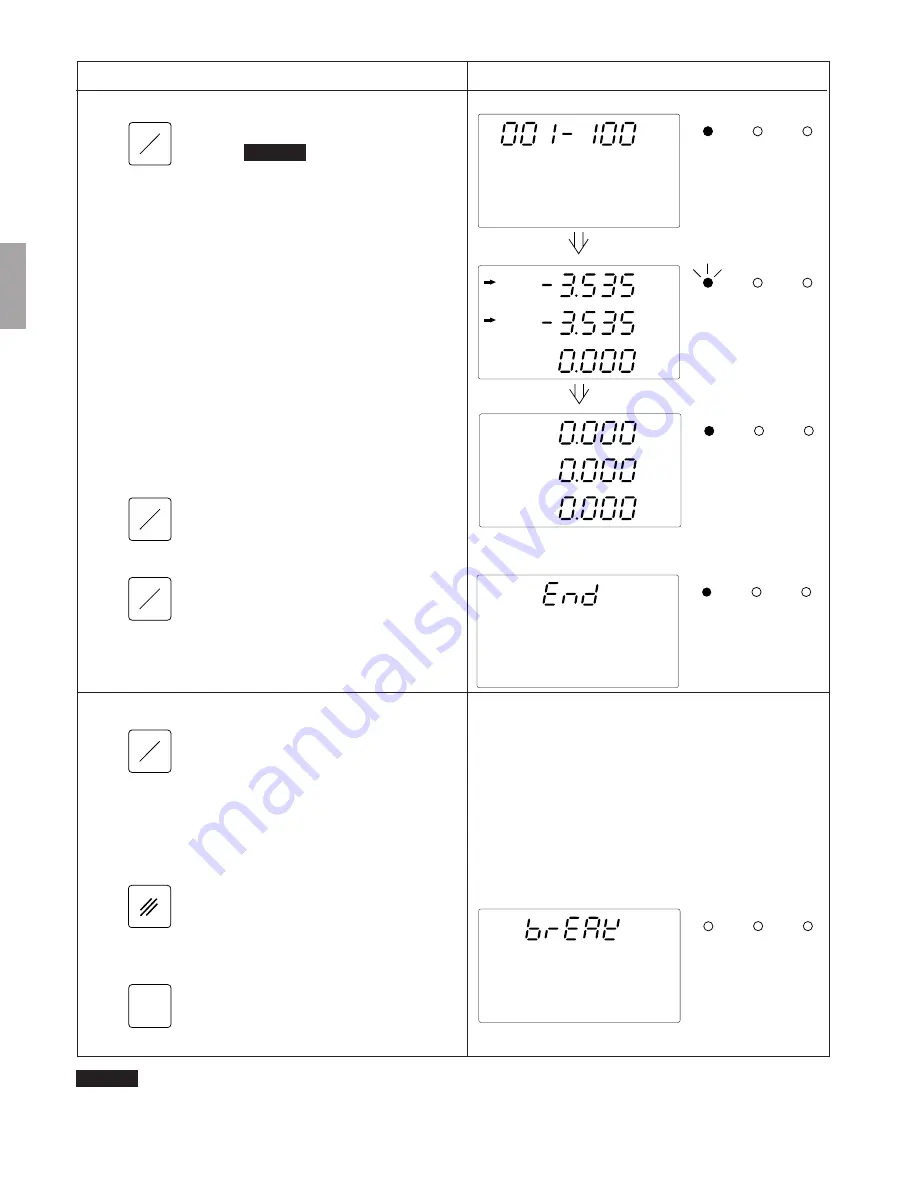
Vorgehensweise
Anzeige
H
START
BH
PRG
REF
BH
PRG
REF
mm
mm
mm
BH
PRG
REF
mm
mm
mm
Nach ca. 2 Sekunden
Blinkt
Leuchtet
Leuchtet
Die Ausführungstaste zum Starten des
BH-Programms drücken.
Achtung
•
Die Maßstab-Position vor Beginn auf
die Kreismitte ausrichten.
Die Position des Lochs Nr. 1 wird
angezeigt.
Die LED für die Schraubenlochkreis-
Betriebsart blinkt. Den Maßstab für die
X-und Y-Achse bewegen, so daß der
angezeigte Wert “0” wird.
Eine Pfeilanzeige erscheint auf der
bewwgten Achse.
Wenn sich der Wert “0” nähert, blinkt
die Pfeilanzeige.
Wenn der Wert gleich “0” ist, erlischt die
Pfeilanzeige.
•
F a l l s d e r M a ß s t a b m i t h o h e r
Geschwindigkeit bewegt wird, erlischt
die Pfeilanzeige möglicherweise nicht,
obwohl “0” passiert wird.
•
Angaben zum Bereich, in dem die
Pfeilanzeige zu blinken beginnt, sind
unter 5-14-8. zu finden.
Die Ausführungstaste drücken.
Die Position des Lochs Nr. 2 wird
angezeigt.
Nachdem die Verarbeitung des letzten
Lochs beendet ist, die Ausführungstaste
zum Beenden der Operation drücken.
H
START
…
…
…
BH
PRG
REF
Leuchtet
H
START
H
START
F
Wiederholen der BH-Betriebsart
Wird eine Operation ausgeführt, während Ende
angezeigt ist, schaltet auf die Anzeige der
Momentanwerte zurück. Der Maßstab verläßt
jedoch die Schraubenlochkreis-Betriebsart nicht.
Wenn der Maßstab zu den Mittelkoordinaten
bewegt und die Ausführungstaste erneut
gedrückt wird, wird die Operation mit denselben
Parametern wiederholt.
Ende der BH-Betriebsart
Wird eine Operation ausgeführt, wenn End
angezeigt wird, schaltet das Display auf die
Anzeige der Momentanwerte zurück.
Annulllerren der BH-Betrlebsart
Wird eine Operation ausgeführt, während
die Schraubenlochkreis-Betriebsart
abläuft, schaltet das Display auf die
Anzeige der Momentanwerte zurück.
Die LEDs PRG, BH und REF erlöschen.
BH
PRG
REF
Achtung
Wird die X- und/oder Y-Achse während der Ausführung der Schraubenlochkreis-Funktion zurück- oder voreingestellt, werden die Achsen
nach Abschluß der Verarbeitung auf die ursprünglichen Voreinstellwerte (Werte vor Aktivierung der Schraubenlochkreis-Funktion)
zurückgestellt. Die Rückstell- und Voreinstelloperationen für die Z-Achse sind davon nicht betroffen. Die Rückstell- und Voreinstellwerte
bleiben nach Abschluß der Verarbeitung erhalten. Bezugspunkt-Einstelloperationen sind ebenfalls nicht betroffen, und die Bezugspunkt-
Einstellwerte bleiben nach Abschluß der Verarbeitung ebenfalls erhalten.







































































