



























-16-
For Machines Mfg. Since 8/11
Model SB1001 8K
™
Lathe
P R E P A R A T I O N
Unpacking
This item was carefully packaged to prevent
damage during transport. If you discover any
damage, please immediately call Customer
Service at (360) 734-1540 for advice. You may
need to file a freight claim, so save the containers
and all packing materials for possible inspection
by the carrier or its agent.
Inventory
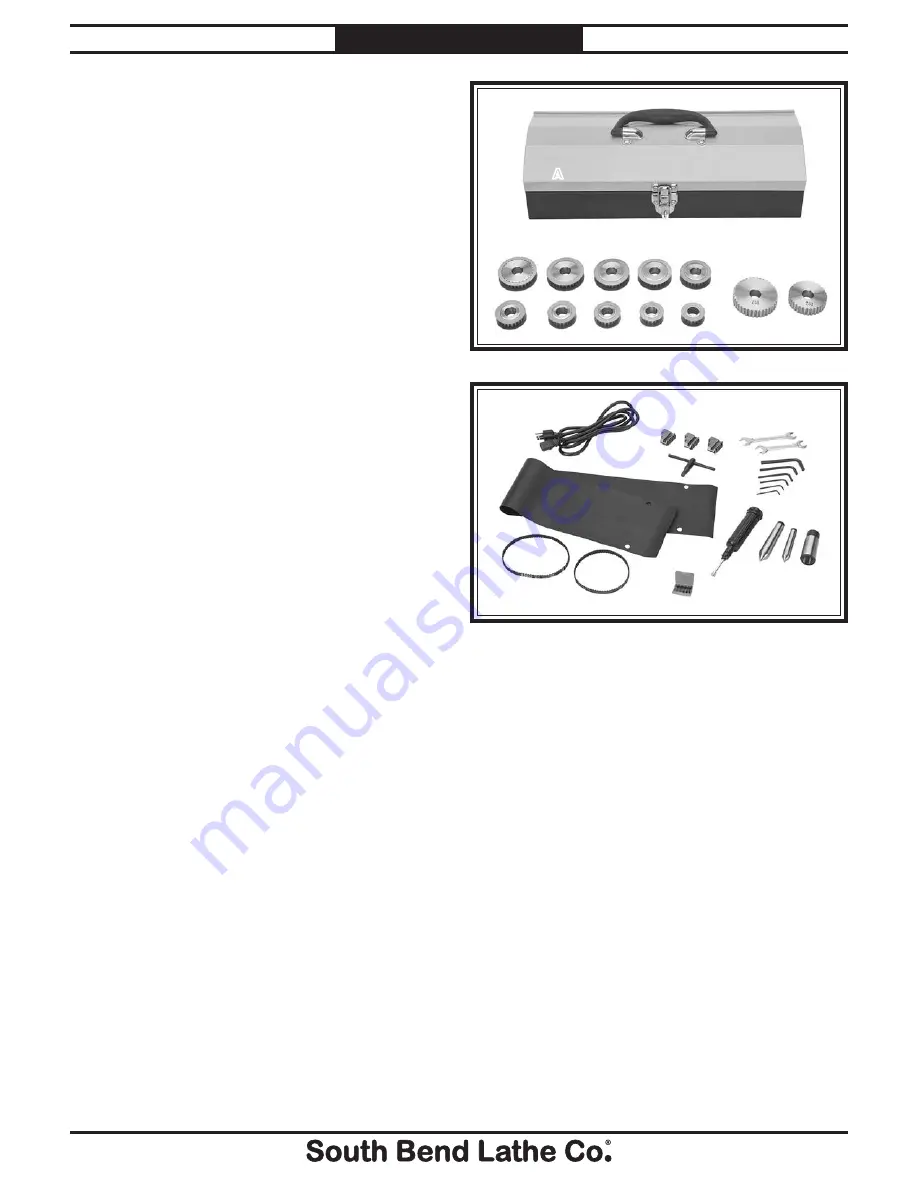
Tool Box Inventory (Figures 6–7)
Qty
A.
Tool Box ..........................................................1
B.
Timing-Belt Pulley 28T .................................1
C.
Timing-Belt Pulley 27T .................................1
D.
Timing-Belt Pulley 26T .................................1
E.
Timing-Belt Pulley 24T .................................1
F.
Timing-Belt Pulley 22T .................................1
G.
Timing-Belt Pulley 21T .................................1
H.
Timing-Belt Pulley 20T .................................1
I.
Timing-Belt Pulley 19T .................................1
J.
Timing-Belt Pulley 18T .................................1
K.
Timing-Belt Pulley 16T .................................1
L.
Timing-Belt Pulley 38T .................................1
M.
Timing-Belt Pulley 32T .................................1
N.
Power Cord 16G 3C 72" M/F 5-15 .................1
O.
3-Jaw Chuck External Jaw Set .....................1
P.
Chuck Key ......................................................1
Q.
Wrench 13mm ................................................1
R.
Combo Wrench 14 x 17mm ............................1
S.
Hex Wrench Set, 2, 3, 4, 5, 6, 8mm ......1 Each
T.
Tapered Spindle Sleeve MT#4.5–MT#3 ........1
U.
Dead Center MT#2 .........................................1
V.
Dead Center MT#3 .........................................1
W.
Grease Gun .....................................................1
X.
Rubber Mounting Gasket ..............................1
Y.
Timing Belt 140XL .........................................1
Z .
Timing Belt 160XL .........................................1
AA.
Fuses Time-Delay15A (T15L250V) ...............5
Installed & Not Shown
Qty
•
3-Jaw Chuck Assembly 4" .............................1
Figure 6. Toolbox and timing-belt pulleys.
A
B
C
D
E
L
F
G
H
I
J
K
M
Figure 7. Additional small items.
N
O
P
Q
R
S
T
U
V
W
X
Y
Z
AA

























































