



























-32-
For Machines Mfg. Since 8/11
Model SB1001 8K
™
Lathe
O P E R A T I O N
2.
Center drill both ends of one piece of round
stock, then set it aside for use in Step 5.
3.
Use the other piece of round stock to make
a dead center, and turn it to a 60° point, as
illustrated in Figure 30.
Figure 30. Turning a dead center.
Note:
As long as this dead center remains in the
chuck, the point of the center will remain
true to the spindle centerline. The point will
have to be refinished whenever the center is
removed and then returned to the chuck.
4.
Install centers in the spindle and tailstock.
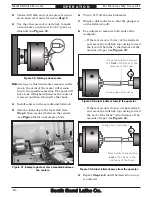
5.
Attach a lathe dog to the test stock from
Step 2, then mount it between the centers
(see Figure 31 for an example photo).
Figure 31. Example photo of stock mounted between
the centers.
6.
Turn 0.010" off the stock diameter.
7.
Mount a dial indicator so that the plunger is
on the tailstock quill.
8.
Use calipers to measure both ends of the
workpiece.
— If the test stock is thicker at the tailstock
end, move the tailstock top casting toward
the front of the lathe
1
⁄
2
the distance of the
amount of taper (see Figure 32).
Move the tailstock toward
the
front of the lathe ½ the
distance of the taper.
Looking down from above.
Figure 32. Adjust tailstock toward the operator.
9.
Repeat
Steps 6–8 until the desired accuracy
is achieved.
— If the test stock is thinner at the tailstock
end, move the tailstock top casting toward
the back of the lathe
1
⁄
2
the distance of the
amount of taper (see Figure 33).
Move tailstock toward the
back of the lathe ½ the
distance of the taper.
Looking down from above.
Figure 33. Adjust tailstock away from the operator.



























































