

























-60-
For Machines Mfg. Since 8/09
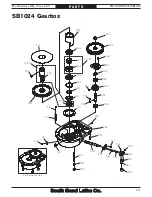
SB1024/SB1025/SB1026
S E R V I C E
Figure 65. Ball handle, rings, and key removed from
the cross leadscrew.
Cross Leadscrew
4.
Remove the four cap screws from the bearing
housing, then slide it off the leadscrew (see
Figure 66).
Note:
It may be necessary to use a dead blow
hammer or rubber mallet on the housing to
knock it loose.
Figure 66. Removing the bearing housing from the
cross leadscrew.
Bearing
Housing
5.
Loosen the two cap screws on the face of the
leadscrew nut shown in Figure 67.
Figure 67. Cross leadscrew nut and cap screws.
Cross Leadscrew
Nut & Cap Screws
6.
Re-install the key back onto the leadscrew so
that you can use the ball handle in the next
step.
7.
Rotate the adjustment plate on the
leadscrew nut in small increments, then
check the amount of backlash.
8.
When you are satisfied with the adjustment,
re-tighten the two cap screws.
9.
Re-install the parts previously removed in
the reverse order.
Cross Leadscrew Backlash
1.
DISCONNECT MILL FROM POWER!
2.
Remove the hex nut and ball handle from the
cross leadscrew.
Note:
In the next step, take care not to misplace
the leadscrew key as you remove the parts.
3.
Unthread and remove the knurled retaining
ring, graduated dial ring, and the leadscrew
key, as shown in Figure 65.
Summary of Contents for SB1025F
Page 102: ......
Page 104: ...Printed In Taiwan JBTS12116...







































































