
























For Machines Mfg. Since 8/09
SB1024/SB1025/SB1026
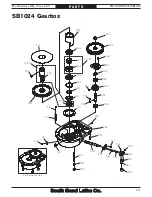
-65-
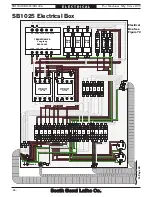
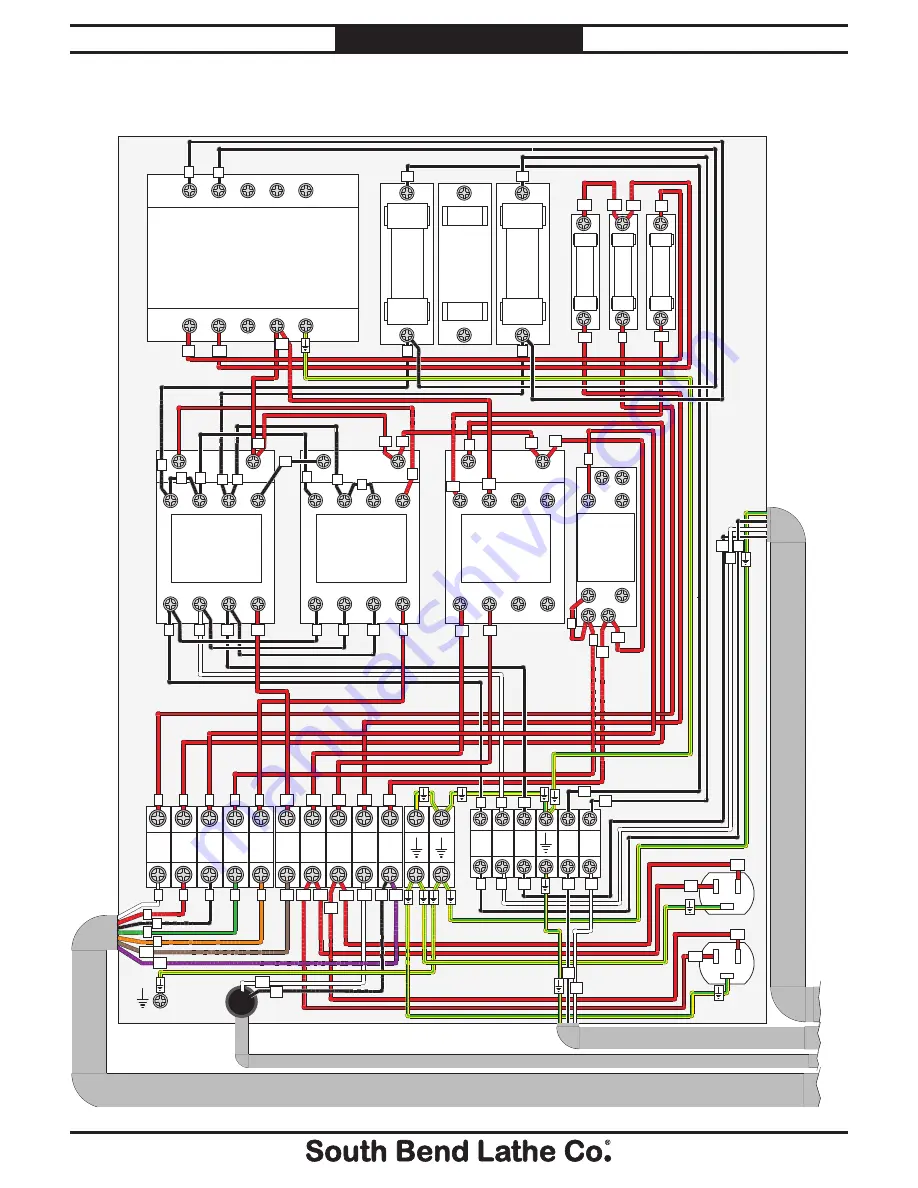
E L E C T R I C A L
CONTACTOR
Allen Bradley
C16 01
TRANSFORMER
Yung-Jeng
A009-0383
A1
A2
1
3
5
21
L1
L2
L3
NC
CONTACTOR
Allen Bradley
C16 01
A1
A2
1
3
5
L1
L2
L3
CONTACTOR
Allen Bradley
C09 400
RELAY
OMRON
MY2J
24VAC
A1
A2
1
3
5
7
L1
L2
L3
L4
2
4
6
22
T1
T2
T3
NC
21 NC
22 NC
2
4
6
T1
T2
T3
2
4
6
8
T1
T2
T3
T4
L3
T1
35
22
21
10
8
4
3
2
1
U
V
W
L1
L1
L1
W
W
W
V
V
V
U
U
R
R
R
R
T T
T
T
T
9
2
R
U
T1
T1
T1
T1
T1
T1
1R
1R
3R
3R
3R
3R
T1
T1
35
35
20
20
22
22
21
21
10
10
8
8
4
4
4
3
3
2
1
1
L3
L3
Fuse
30A
Fuse
30A
Fuse 5A
Fuse 2A
Fuse 5A
T1
T1
T1
35
T1
35
22
22
21 21
10
10
8
8
4
4
3
3
2
2
1
Ground
L1
W
W
V
V
U
U
L3
L1
L3
22
22
21
21
R
T
0V
230V 380V 415V 460V
110V 24V
12V
0V
E
T1
T1
11
To Page
66
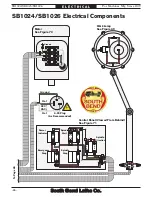
SB1024/SB1026 Electrical Box
SB1024/26
Electrical
Box, See
Figure 71
Summary of Contents for SB1025F
Page 102: ......
Page 104: ...Printed In Taiwan JBTS12116...







































































