





















For Machines Mfg. Since 5/11
13" x 40" Heavy 13
®
EVS Lathe
-89-
E L E C T R I C A L
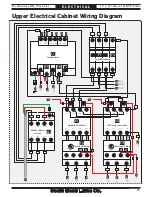
Electrical Cabinet Overview
F1
Circuit Breaker 24V (
Page 91
)
F2
Spindle Motor Overload Relay (
Page 91
)
F3
Oil Pump Motor Overload Relay (
Page 91
)
F4
Circuit Breaker 6A (
Page 91
)
F5
Fuse 4A (
Page 91
)
F6
Fuse 0.5A (
Page 91
)
K1
Spindle Motor Contactor (
Page 91
)
K2
Oil Pump Motor Contactor (
Page 91
)
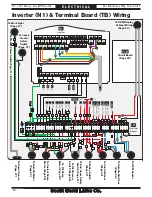
N1
Inverter
(
Page 92
)
PCB
Circuit Board (
Page 93
)
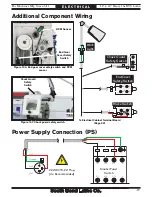
PS
Power Source (
Page 97
)
Q1
Master Power Switch (
Page 91
)
T1
Transformer (
Page 91
)
TB
Terminal Board (
Page 92
)
Figure 139. Electrical cabinet components and wiring.
F1
F6
F5
Q1
K1
F2
N1
TB
PS
PCB
F3
K2
T1
F4
Summary of Contents for SB1051
Page 136: ...Printed In U S A TS14550...





























































