





























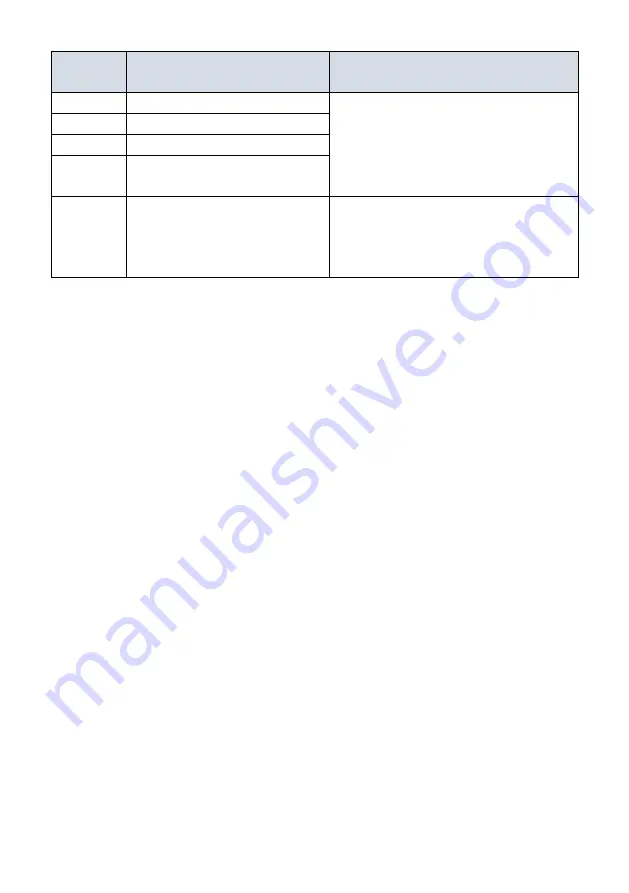
Chybový
kód
Význam
Možnosti řešení
E10
Nadproudová ochrana
Spusťte svářečku znovu. Pokud to
problém nevyřeší, kontaktujte
servis výrobce
E14
Ochrana proti zkratu
E15
Omezovač výkonu
E20
Nadproudová ochrana
podavače drátu
E60
Ochrana proti přehřátí
Po ochlazení zařízení by se vše
mělo vrátit do normy, pokud to
problém nevyřeší, kontaktujte
servis výrobce
10.
LIKVIDACE OBALU
Uschovejte prvky obalu (kartony, plastové pásky a polystyren), aby v případě
potřeby odevzdání zařízení do servisu, bylo zařízení během přepravy dobře
chráněno!
11.
PŘEPRAVA A SKLADOVÁNÍ
Při přepravě by měl být přístroj zajištěn proti otřesům a převrácení a neměl by
být postaven dnem vzhůru. Zařízení by mělo být skladováno v dobře větrané
místnosti se suchým vzduchem a bez korozivních plynů.
12.
ČIŠTĚNÍ A ÚDRŽBA
• Před každým čištěním a rovněž není
-
li zařízení používáno, vytáhněte síťovou
zástrčku a nechte zařízení zcela vychladnout.
• Na
čistění ploch zařízení používejte výhradně přípravky neobsahující leptavé
látky.
• Na zařízení nestříkejte vodu ani ho neponořujte do vody.
• Dávejte pozor, aby větracími otvory, které se nacházejí na krytu, nepronikla
voda.
• Větrací otvory čistěte štětečkem a stlačeným vzduchem.
• Po každém čištění všechny části dobře usušte, než budete zařízení znovu
používat.
• Zařízení uchovávejte v suchu a chladu a chraňte místo uchování před vlhkem
a přímým slunečním zářením.
• Pravidelně odstraňujte prach suchým a čistým stlačeným vzduchem.
Summary of Contents for Power2 S-MAG 180
Page 13: ...Hinteransicht ...
Page 14: ...Innenansicht 1 Anzeige Strom Spannung 2 Drehregler für Schweißspannung ...
Page 29: ...14 SCHALTPLAN ...
Page 31: ...15 Explosionszeichnung Nr Beschreibung 1 Türriegel 2 Linke Abdeckung der Maschine Teil 1 ...
Page 47: ...5 2 MODEL S MAG 350D Front view Rear view ...
Page 48: ......
Page 49: ...Welding wire feeder ...
Page 50: ......
Page 83: ...5 OPIS URZĄDZENIA 5 1 MODELE S MAG 180 S MAG 200 Widok z przodu Widok z tyłu ...
Page 84: ...Widok wnętrza 1 Wyświetlacz natężenia napięcia 2 Pokrętło regulacji napięcia spawania ...
Page 89: ...Widok z tyłu ...
Page 90: ......
Page 91: ...Podajnik drutu spawalniczego ...
Page 92: ......
Page 125: ...Pohled zezadu ...
Page 126: ...Pohled dovnitř 1 Displej intenzity napětí 2 Ovladač pro nastavení svařovacího napětí ...
Page 139: ...14 ELEKTRICKÉ SCHÉMA ...
Page 141: ...15 Výkres sestavy Č Popis 1 Uzávěr dveří 2 Levý kryt zařízení 1 část ...
Page 152: ...5 DESCRIPTION DE L APPAREIL Vue de face Vue arrière ...
Page 166: ...14 SCHÉMA ÉLECTRIQUE ...
Page 168: ...15 Dessin d assemblage N Description 1 Fermeture de la porte ...
Page 179: ...5 DESCRIZIONE DEL DISPOSITIVO Vista frontale Vista posteriore ...
Page 193: ...14 SCHEMA ELETTRICO ...
Page 195: ...15 Esploso N Descrizione 1 Fermo della porta ...
Page 207: ...Vista interior 1 Indicador de intensidad voltaje 2 Regulador de la tensión de soldadura ...
Page 221: ...14 ESQUEMA ELÉCTRICO ...
Page 223: ...15 Dibujo de conjunto N Descripción 1 Pestillo de puerta 2 Cubierta izquierda de la máquina ...
Page 234: ...Hátsó nézet ...
Page 235: ...Belső nézet 1 Áram feszültség kijelzés 2 A hegesztő feszültségszabályozó gombja ...
Page 250: ...14 ELEKTROMOS DIAGRAM ...
Page 252: ...15 Szerelési rajz Nr Paraméter 1 Ajtózár 2 Bal oldali gépfedél 1 rész ...
Page 263: ...Udsigt bagfra ...
Page 264: ...Indvendig udsigt 1 Strøm spændingsdisplay 2 Knap til justering af svejsespænding ...
Page 277: ...14 ELEKRISK DIAGRAM ...
Page 279: ...15 Samlingstegning Nr Parameter 1 Dørlås 2 Venstre maskindæksel del 1 ...







































































