


























26
27
11.09.2021
11.09.2021
CZ
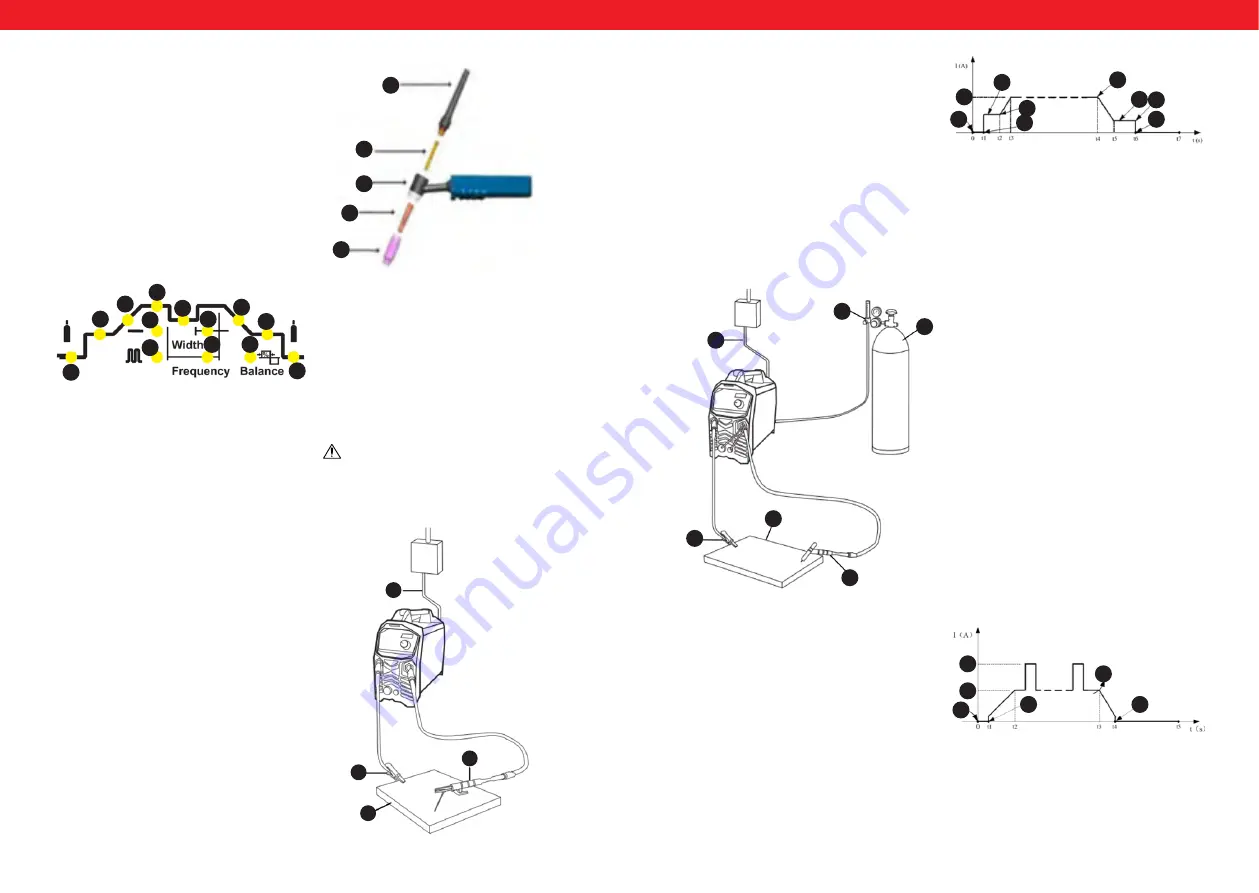
A
B
C
D
E
1.
Výběr parametrů režimu TIG (přepínání mezi
nastaveními se provádí stisknutím knoflíku v režimu
TIG)
2. Displej
3.
Kontrolky pro režim MMA: Hot Start / svařovací
proud / Arc Force (přepínání mezi nastaveními
probíhá po stisknutí knoflíku v režimu MMA)
4.
Tlačítko pro změnu režimu svařování: MMA / LIFT
TIG /HF TIG
5.
Výběr proudové charakteristiky AC/DC
6.
Tlačítko pro změnu způsobu fungování tlačítka na
hořáku TIG 2T/4T
2T Stisknutím tlačítka na hořáku je zahájen proces
svařování kovu, uvolněním tlačítka je proces
ukončen.
4T Stisknutím tlačítka na hořáku je zahájen proces
svařování kovu, uvolnění tlačítka proces nezastaví.
Další stisknutí a uvolnění tlačítka ukončí proces
svařování kovu.
7.
Ovládací knoflík / Tlačítko pro výběr parametrů
a.
Krytka dlouhá, zadní
b. Upínací objímka
c.
Držák hořáku
d. Upínací objímka v plášti
e.
Keramická tryska
6. ZAPOJENÍ KABEL
REŽIM SVAŘOVÁNÍ MMA:
1.
Připojte svařovací kabel ke konektoru označenému
značkou „+“ a otočením kabelové zástrčky zajistěte
připojení.
2.
Připojte zemnicí kabel ke konektoru označenému
značkou „-“ a otočením kabelové zástrčky zajistěte
připojení.
8.
VSTUPNÍ PŘÍVOD PLYNU – čas přívodu plynu před
zahájením svařování (0-2s).
9.
POČÁTEČNÍ PROUD (pouze v režimu 4T) – hodnota
výstupního proudu po zapálení oblouku (10-
170/200A).
10. ZVÝŠENÍ PROUDU – časový interval pro zvýšení
proudu svařování od počáteční hodnoty do hodnoty
proudu svařování (0-10s).
11. SVAŘOVACÍ PROUD / ŠPIČKOVÝ PROUD – hodnota
špičkového proudu v PULZNÍM režimu (10-
170/200A).
12. NÍZKÝ PROUD – proud udržující oblouk v režimu
PULZACE (10-170/200A).
13. REŽIM PULSE OFF - svařování proudem s
konstantním průběhem.
14. REŽIM PULSE ON - funkce umožňuje snížit množství
vneseného tepla.
15. ŠÍŘKA – Délka IMPULZU – poměr času impulzu a
cyklu impulzu. Parametr lze nastavit v režimu TIG
PULSE (5-95%).
16. FREKVENCE IMPULZU – frekvence impulzu při
svařování v režimu PULZACE (0.5-200Hz).
17. SNÍŽENÍ PROUDU – časový interval pro snížení
výstupního proudu svařování do koncové hodnoty
proudu (0-10s).
18. KONCOVÝ PROUD (pouze v režimu 4T) – hodnota
výstupního proudu před ukončením svařování (10-
170/200A).
19. BALANS – regulace poměru svařovacího proudu k
základnímu proudu (-5~+5)
20. ZBYTKOVÝ PŘÍVOD PLYNU – čas přívodu plynu po
ukončení svařování. Funkce se používá pro chlazení
a ochranu sváru proti oxidaci (0-10s).
8
9
10
11
13
14
12
15
16
17
18
19
20
Hořák TIG:
UPOZORNĚNÍ!
Polarita kabelů se může lišit! Všechny
informace týkající se polarity musí být uvedeny na
obalu dodaném výrobcem elektrod!
3.
V tom
to okamžiku lze připojit síťový kabel a
zapnout napájení, p
o připojení zemnicího vodiče ke
svařovanému předmětu můžeme začít pracovat.
A
B
C
D
Is – Svařovací proud
Ib – Základní proud
A – Stisknutí a podržení tlačítka hořáku
B – Zapálení elektrického oblouku
C – Uvolnění tlačítka hořáku
D – Zhasnutí oblouku
D
C
B
A
Ib
Is
CZ
A. Napájení
B. Zemnící kabel
C. Obrobek
D. Držák elektrody MMA
REŽIM SVAŘOVÁNÍ TIG:
1.
Připojte zemnicí kabel ke konektoru označenému
značkou „+“ a otočením kabelové zástrčky zajistěte
připojení.
2.
Připojte svařovací kabel ke konektoru označenému
značkou „-“ a otočením kabelové zástrčky zajistěte
připojení.
3.
Připojte ovládací kabel k zásuvce (IV) a plynové
potrubí hořáku k plynové přípojce (V).
4.
Připojte plynový kabel z k regulátoru / průtokoměru
na lahvi ochranného plynu k přívodu plynu na zadní
straně zařízení.
5.
V tomto okamžiku lze připojit síťový kabel a
zapnout napájení, po připojení zemnicího vodiče ke
svařovanému předmětu můžeme začít pracovat.
A
C
B
E
F
D
A. Napájení
B. Láhev s plynem
C. Regulátor tlaku
D. Vodič s hořákem TIG
E.
Obráběný předmět
F.
Zemnicí vodič
7. REŽIM 2T/4T
TIG svařování (režim 4T)
Lze přednastavit náběhový a koncový proud. Tato funkce
může kompenzovat možný kráter, který se objevuje na
začátku a na konci svařování, proto je 4T vhodný pro
svařování plechů střední tloušťky.
Is – Nastavená hodnota svařovacího proudu
A – Stisknutí a podržení tlačítka hořáku
B – Zapálení elektrického oblouku
C – Náběhový proud
D – Uvolnění tlačítka hořáku
E – Stisknutí a podržení tlačítka hořáku
F - Koncový proud
G – Uvolnění tlačítka hořáku
H – Zhasnutí oblouku
Popis jednotlivých událostí v grafu:
•
0: Stisknutí a podržení tlačítka hořáku. Ochranný plyn
začne proudit;
•
0 ~ t1: Předfuk plynu (0 ~ 2S);
•
t1 ~ t2: Zapálení elektrického oblouku a dosažení
nastaveného náběhového proudu. Toto období trvá
tak dlouho, dokud je stisknuté tlačítko hořáku;
•
t2: Uvolnění tlačítka hořáku. Výstupní proud roste od
svařovacího proudu;
•
t2 ~ t3: Výstupní proud roste na nastavenou
hodnotu. Dobu náběhu lze regulovat;
•
t3 ~ t4: Proces svařování. Během této doby je spínač
hořáku uvolněn;
Poznámka: Je možné svařovat s konstantní hodnotou
proudu nebo pomocí funkce PULSE.
•
t4: Opětovné stisknutí tlačítka svařovací pistole.
Svařovací proud začne klesat.
•
t4 ~ t5: Výstupní proud klesne na hodnotu
koncového proudu. Dobu klesání lze upravit;
•
t5 ~ t6: Doba trvání koncového proudu (proudu
vyplnění kráteru) - závisí na tom, jak dlouho je
tlačítko hořáku drženo;
•
t6: Uvolnění spouště hořáku způsobí zhasnutí
oblouku;
•
t6 ~ t7: Doba výtoku plynu po svařování. Tento
parametr lze upravit v rozsahu (0 ~ 10S);
•
t7: Konec výtoku plynu a procesu svařování.
TIG svařování (režim 2T)
Tato funkce bez úpravy náběhového proudu a proudu
kráteru je vhodná pro bodové svařování, přechodové
svařování, svařování tenkých desek atd.
B
D
C
A
E
F G
H
Is







































































