























34
35
11.09.2021
11.09.2021
A
C
B
E
F
D
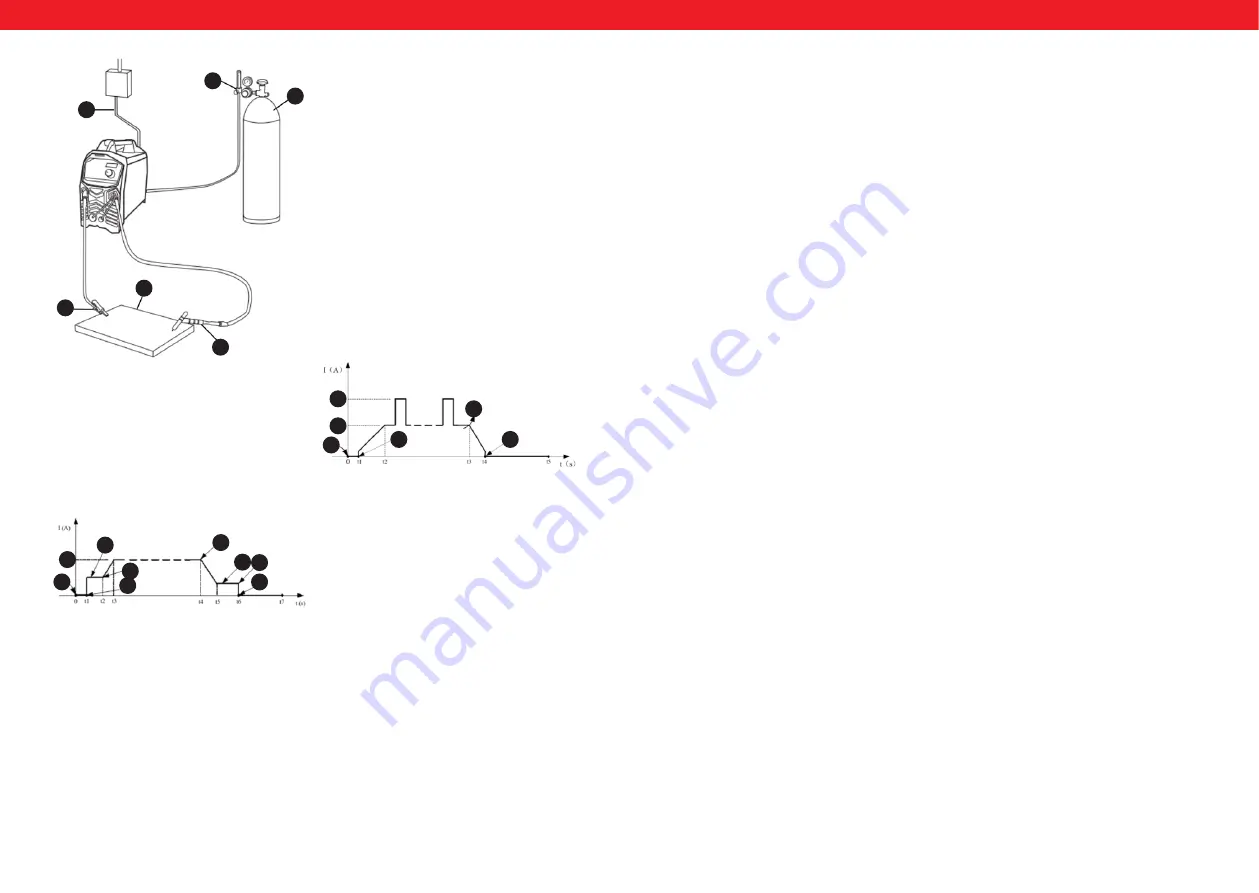
A. Alimentation
B. Bouteille de gaz
C. Régulateur de pression
D. Câble avec support TIG
E.
Matériau
F.
Câble de masse
7.
Mode 2T/4T
Soudage TIG (mode 4T)
Il est possible de prérégler le courant initial et le courant
final. Cette fonction permet de compenser un éventuel
cratère qui apparaît au début et à la fin du soudage. Le 4T
est donc adapté au soudage de tôles d'épaisseur moyenne.
Is – Valeur du courant de soudage réglée
A – Appui long sur le bouton de la torche
B – Amorçage de l'arc
C – Courant initial de démarrage
D – Relâchement du bouton de la torche
E – Appui long sur le bouton de la torche
F – Courant final
G – Relâchement du bouton de la torche
H – Extinction de l'arc
Description de différents événements sur le graphique :
•
0: Appui long sur le bouton de la torche. Le gaz de
protection commence à s'écouler ;
•
0 ~ t1: début d'écoulement du gaz (0 ~ 2S) ;
•
t1 ~ t2: amorçage de l'arc et arrivée à la valeur
réglée du courant initial. Cette période dure aussi
longtemps que le bouton de la torche est maintenu
appuyé ;
•
t2: Le bouton du brûleur est relâché. Le courant de
sortie augmente à partir du courant de soudage ;
B
D
C
A
E
F G
H
Is
FR
•
t2 ~ t3 : Le courant de sortie augmente jusqu'à la
valeur réglée. Le temps de montée peut être ajusté ;
•
t3 ~ t4 : Processus de soudage. Pendant ce temps, le
commutateur de la torche est relâché ;
•
Remarque : Il est possible de réaliser un soudage à
courant constant ou avec la fonction PULSE.
•
t4 : Appui sur le bouton de la torche de soudage
à nouveau. Le courant de soudage commence à
descendre.
•
t4 ~ t5 : Le courant de sortie descend jusqu'à la
valeur du courant final. Le temps de descente peut
être ajusté ;
•
t5 ~ t6 : La durée du courant final (courant de
remplissage du cratère) - dépend de la durée de
l'appui sur le bouton de la torche ;
•
t6 : Une fois le bouton de la torche relâché, l'arc
s'éteint ;
•
t6 ~ t7 : Temps d'écoulement du gaz après le
soudage. Ce paramètre peut être réglé dans la plage
(0 ~ 10S) ;
•
t7 : Fin de l'écoulement du gaz et du processus de
soudage.
Soudage TIG (mode 2T)
Cette fonction sans réglage du courant de démarrage et du
courant de cratère convient au soudage par pointage, au
soudage de transition, au soudage de plaques minces, etc.
Is – Courant de soudage
Ib – Courant de base
A – Appui long sur le bouton de la torche
B – Amorçage de l'arc
C – Relâchement du bouton de la torche
D – Extinction de l'arc
Description des différents événements sur le graphique :
•
0 : Appui long sur le bouton de la torche. Le gaz de
protection commence à s'écouler.
•
0 ~ t1: Début d'écoulement du gaz (0 ~ 2S).
•
t1 ~ t2: Amorçage de l'arc et montée du courant de
sortie jusqu'à la valeur réglée du courant de base (en
mode PULSE) ou du courant de soudage (si le mode
PULSE est désactivé).
•
t2 ~ t3: Processus de soudage continue tant que
le bouton de la torche est maintenu appuyé. Si le
mode PULSE est activé, le courant change de valeur
de façon cyclique (comme dans le schéma). Pour
utiliser la caractéristique de courant constant, il faut
désactiver le mode PULSE.
•
t3: Relâchement du bouton de la torche entraîne une
descente du courant de soudage.
•
t3 ~ t4 : Temps de descente du courant et d'extinction
de l'arc. Ce paramètre peut être réglé à l'avance.
•
t4 ~ t5: Temps d'écoulement du gaz après l'extinction
de l'arc en fonction du réglage (0 ~ 10 s).
•
t5: Fin de l'écoulement du gaz et du processus de
soudage.
D
C
B
A
Ib
Is
FR
9. TRAITEMENT DES DÉCHETS
Veuillez garder l‘emballage de l‘appareil (carton, plastique,
polystyrène) afin de pouvoir le renvoyer dans les meilleures
conditions en cas de besoin.
10. TRANSPORT ET STOCKAGE
Si vous transportez cet appareil, veuillez-le protéger
des secousses et des chutes. Ne posez rien sur la partie
supérieure de l‘appareil. Stockez-le dans un environnement
sec et bien aéré, à l‘abri des gaz corrosifs.
11. NETTOYAGE ET ENTRETIEN
•
Après chaque utilisation et avant chaque nettoyage,
débranchez l‘appareil et laissez-le refroidir
complètement.
•
Utilisez, pour ce faire, des produits d‘entretien doux
sans substances corrosives.
• Il est interdit d’asperger l‘appareil d‘eau ou de
l‘immerger dans l‘eau.
• Évitez que de l’eau ne pénètre à l’intérieur de
l’appareil par l’intermédiaire des orifices de
ventilation du boîtier.
•
Nettoyez les orifices de ventilation à l‘aide d‘un
pinceau et d‘air comprimé.
•
Après chaque nettoyage, laissez séchez
soigneusement tous les éléments avant d‘utiliser à
nouveau l‘appareil.
•
Conservez l‘appareil dans un endroit frais, sec, à
l‘abri de l‘humidité et des rayons directs du soleil.
•
Éliminez régulièrement la poussière à l’aide d’air
comprimé propre et sec.
12. EXAMEN RÉGULIER DE L‘APPAREIL
Contrôlez régulièrement le bon état des différents
éléments de l‘appareil. Si l‘un d‘entre eux est endommagé,
l‘appareil ne doit plus être utilisé. Prenez immédiatement
contact avec votre revendeur local pour réparer l‘élément
endommagé.
Que faire en cas de problème?
Prenez contact avec votre revendeur muni des documents
suivants:
•
Vos numéros de facture et de série (vous trouverez
ce dernier sur la plaque signalétique).
•
Le cas échéant, une photo de l‘élément endommagé.
•
Plus vos descriptions seront précises, plus votre
conseiller sera en mesure de comprendre le problème
et de vous aider à le résoudre. Plus détaillées seront
vos indications, plus rapidement nous pourrons vous
aider!
ATTENTION: N‘ouvrez jamais l‘appareil sans
l‘accord préalable du service client. Cela pourrait
compromettre votre droit à la garantie!
Fonction de protection contre le court-circuit :
•
1 TIG / DC / LIFT : Si l'électrode de tungstène entre en
contact avec la pièce à souder pendant le soudage,
le courant descend à 20 A, ce qui permet de limiter
les dégâts causés au niveau de cette électrode et de
prolonger sa durée de vie.
•
2 TIG / DC / HF : Si l'électrode en tungstène entre
en contact avec la pièce pendant le soudage, le
courant descend à 0 en 1 s, ce qui permet de limiter
les dégâts causés au niveau de cette électrode et de
prolonger sa durée de vie.
•
3 Mode MMA : si l'électrode fusible entre en contact
avec la pièce pendant plus de deux secondes, le
courant de soudage descend automatiquement à 0
pour protéger l'électrode.
•
4 TIG : Un appui bref sur le bouton de la torche
TIG entraîne une descente du courant de soudage
de moitié. Un nouvel appui bref sur le bouton de la
torche TIG permet de revenir à la valeur précédente
du courant de soudage.
8. MODE DE FONCTIONNEMENT
1. Après avoir connecté les câbles conformément à la
description, mettez l'interrupteur d'alimentation du
panneau arrière sur la position « ON ».
2. Sélectionnez le mode de soudage MMA / LIFT TIG /
HF TIG à l'aide du bouton (4).
Mode MMA
3.
Réglez l’intensité appropriée pour l'électrode utilisée.
4. Touchez/tapotez/frottez l'extrémité de l'électrode
contre la pièce à traiter et amenez-la rapidement
jusqu'à la longueur d'arc requise.
5. L'arc s'éteint lorsque l'électrode est éloignée de la
zone de travail.
Mode Lift TIG
3.
Une fois les paramètres réglés, ouvrez la vanne à gaz
de la bouteille, la vanne à gaz de la torche et réglez
le débit de gaz souhaité.
4.
L'amorçage de l'arc se produit lorsque l'électrode est
frottée contre la pièce et ramenée à une distance de
2 à 4mm.
5.
L'arc s'éteint lorsque l'électrode (torche) est éloignée
de la zone de travail.
Mode TIG HF
3.
Une fois les paramètres réglés, ouvrez la vanne à gaz
de la bouteille, la vanne à gaz de la torche et réglez
le débit de gaz souhaité.
4. L'amorçage de l'arc se produit lorsque la torche est
approchée de la pièce à souder.
Remarque : Lors du soudage HF TIG, l'étincelle est
susceptible de provoquer des interférences au
niveau de l'équipement électrique situé à proximité
du poste à souder. Veillez donc à adopter des
mesures de précaution particulières ou à utiliser un
blindage.
5.
L'arc s'éteint lorsque l'électrode (torche) est éloignée
de la zone de travail.
6. Avant de débrancher l'appareil, mettez-le hors
tension à l'aide du bouton ON/OFF situé à l'arrière
de l'appareil.







































































