

























201
77-318 / 77-319
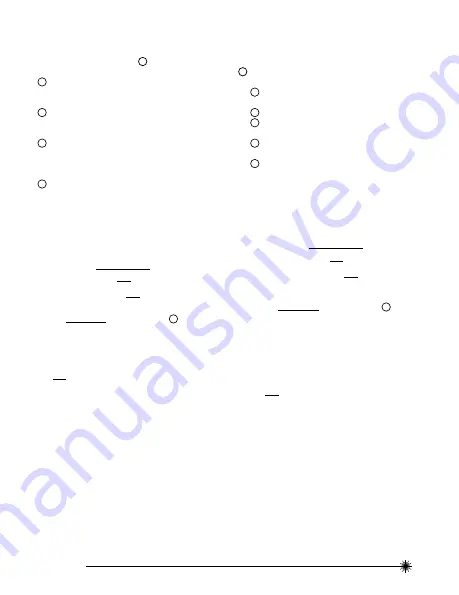
Točnost okomitosti zrake (90°)
(samo SLP5) - (Pogledajte sliku
R
)
•
R
1
S uključenim laserom postavite laserski alat prema
prikazu.
Označite točke P
1
, P
2
, P
3
i P
4
.
•
R
2
Zarotirajte laserski alat za 90° držeći donju lasersku
zraku poravnatu s točkom P
4
, a prednju lasersku zraku
vertikalno poravnatu s točkom P
2
. Točku označite P
5
.
•
R
3
Zarotirajte laserski alat za 180° držeći donju
lasersku zraku poravnatu s točkom P
4
, a prednju
lasersku zraku vertikalno poravnatu s točkom P
3
.
Točku označite P
6
.
•
R
4
Izmjerite horizontalnu udaljenost između točaka
P
1
i P
5
kako biste dobili udaljenost D
2
te točaka P
1
i P
6
kako biste dobili udaljenost D
3
.
• Izračunajte najveći odmak i usporedite ga s D
2
i D
3
.
• Ako
D
2
i D
3
nije manji od ili jednak izračunatom
najvećem odmaku, alat se mora vratiti distributeru
tvrtke Stanley zbog kalibracije.
Najveći odmak:
= 0,4 mm
m x D
1
m
Maksimum
= 0,005
inča
stopa x D
1
stopa
Usporedite: (Pogledajte sliku
R
4
)
D
2
and D
3
≤ ± Maksimum
Primjer:
• D
1
= 5 m, D
2
= 2,0 mm, D
3
= 1,5 mm
• 0,4
mm
m
x 5 m = 2,0 mm
(najveći odmak)
• 2,0 mm i 1,5 mm ≤ 2,0 mm
(ISTINA, alat je
unutar raspona kalibracije)
Točnost nivelirajuće zrake
(samo SLP5) -
(Horizontalna zraka) -
(Pogledajte sliku
S
)
•
S
1
S uključenim laserom postavite laserski alat prema
prikazu. Točku označite P
1
.
•
S
2
Zarotirajte laserski alat za 180° i označite točku P
2
.
•
S
3
Pomaknite laserski alat bliže zidu te na križu
označite točku P
3
.
•
S
4
Zarotirajte laserski alat za 180° te na križu označite
točku P
4
.
•
S
5
Izmjerite vertikalnu udaljenost između P
1
i P
3
kako
biste dobili D
3
i vertikalnu udaljenosti između P
2
and P
4
kako biste dobili D
4
.
• Izračunajte najveći odmak i usporedite ga s razlikom
D
3
i D
4
prema ovoj jednadžbi.
• Ako zbroj nije manji od ili jednak najvećem odmaku,
alat se mora vratiti distributeru tvrtke Stanley zbog
kalibracije.
Najveći odmak:
= 0,2 mm
m x (D
1
m - (2 x D
2
m))
Maksimum
= 0,0024
inča
stopa x (D
1
stopa - (2 x
D
2
stopa))
Usporedite: (Pogledajte sliku
S
5
)
D
3
- D
4
≤ ± Maksimum
Primjer:
• D
1
= 10 m, D
2
= 0,5 m
• D
3
= 0,6 mm
• D
4
= - 0,4 mm
• 0,2
mm
m
x (10 m - (2 x 0,5 m) = 1,8 mm
(najveći
odmak)
• (0,4 mm) - (- 0,6 mm) = 1,0 mm
1,0 mm ≤ 1,8 mm
(ISTINA, alat je unutar raspona
kalibracije)
Summary of Contents for SLP3
Page 2: ...2 77 318 77 319 A B C SLP3 B1 SLP5 B2 1 4 5 6 2 3 1 7 8 9 10 11 12 13 ...
Page 3: ...3 77 318 77 319 14 E 15 D 3 6 13 F 7 16 ...
Page 4: ...4 77 318 77 319 H H1 H2 11 G G1 G2 360 ...
Page 5: ...5 77 318 77 319 J SLP3 SLP5 SLP5 SLP5 K L ...
Page 6: ...6 77 318 77 319 D1 D2 P1 P2 D3 P3 P1 D1 D2 P1 P2 P3 M M1 M2 M3 ...
Page 19: ...19 77 318 77 319 Notes ...
Page 27: ...27 77 318 77 319 Hinweise ...
Page 35: ...35 77 318 77 319 Remarques ...
Page 43: ...43 77 318 77 319 Note ...
Page 51: ...51 77 318 77 319 Notas ...
Page 59: ...59 77 318 77 319 Notas ...
Page 67: ...67 77 318 77 319 Opmerkingen ...
Page 75: ...75 77 318 77 319 Opmerkingen ...
Page 83: ...83 77 318 77 319 Anmärkningar ...
Page 91: ...91 77 318 77 319 Huomautukset ...
Page 99: ...99 77 318 77 319 Notat ...
Page 179: ...179 77 318 77 319 Märkused ...





























































