


























-32-
ST1013 12" Jointer (Mfd. Since 3/16)
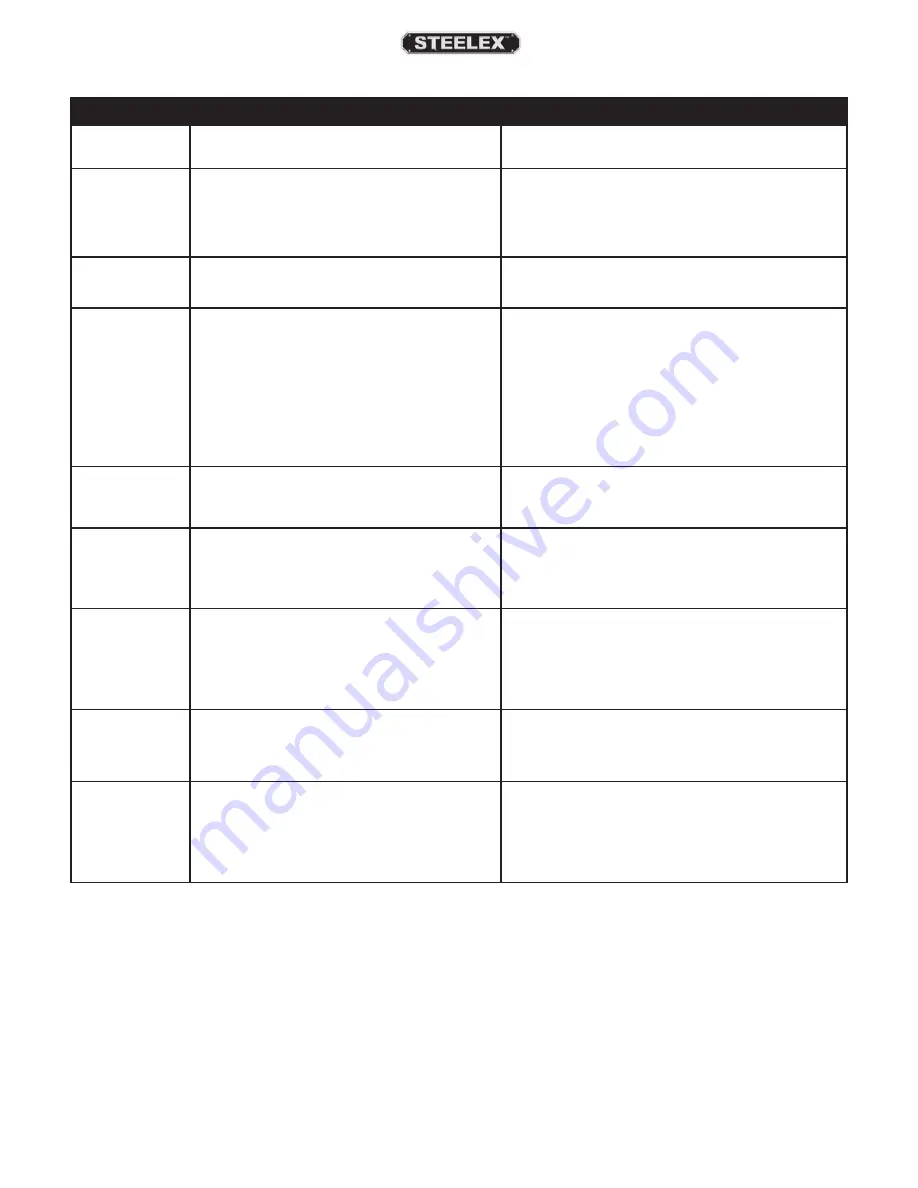
PROBLEM
POSSIBLE CAUSE
CORRECTIVE ACTION
Tables are hard to
adjust.
1. Table lock is engaged/partially engaged.
2. Table stops blocking movement.
1. Completely loosen table locks.
2. Loosen/reset table stop bolts.
Excessive snipe
(gouge in end
of board that is
uneven with rest
of cut).
1. Outfeed table is set too low.
2. Operator pushing down on trailing end (infeed
side) of workpiece as it leaves cutterhead.
1. Align outfeed table with cutterhead inserts at top dead
center (Page 36).
2. Focus most of the workpiece pressure against outfeed
table while cutting.
Workpiece stops in
middle of cut.
1. Outfeed table set too high.
1. Align outfeed table with cutterhead inserts at top dead
center (Page 36).
Workpiece
chipping, tear-out,
indentations, or
overall rough cuts.
1. Not feeding workpiece to cut "with the grain."
2. Dull inserts.
3. Workpiece not suitable for jointing.
4. Nicked or chipped inserts.
5. Feeding workpiece too fast.
6. Excessive depth of cut.
7. Lack of proper dust collection or clogged dust
port.
1. Turn workpiece 180° before feeding again.
2. Rotate/replace insert(s) (Page 32).
3. Ensure workpiece is suitable for jointing (Page 22).
4. Rotate/replace insert(s) (Page 32).
5. Reduce feed rate.
6. Reduce depth of cut.
7. Clear blockages, ensure dust collection is operating
efficiently; upgrade dust collector.
Fuzzy grain left in
workpiece.
1. Wood has high moisture content.
2. Dull inserts.
1. Ensure wood moisture content is less than 20%. Allow
to dry if necessary.
2. Rotate/replace inserts (Page 32).
Long lines or
ridges that run
along the length
of the board.
1. Nicked or chipped inserts.
2. Loose or incorrectly installed insert(s).
3. Dirt or debris under carbide inserts.
1. Rotate/replace inserts (Page 32).
2. Remove/replace insert(s) and install properly (Page 32).
3. Remove inserts, properly clean mounting pocket and
re-install (Page 32).
Uneven cutter
marks, wavy
surface, or chatter
marks across face
of workpiece.
1. Feeding workpiece too fast.
2. Inserts not positioned at even heights in
cutterhead.
3. Dirt or debris under carbide inserts.
1. Reduce feed rate.
2. Remove, clean, and re-install any inserts that are
"raised" in cutterhead (Page 32).
3. Remove inserts, properly clean mounting pocket and
re-install (Page 32).
Glossy surface;
scorching or
burn marks on
workpiece.
1. Dull inserts.
2. Feed rate too slow.
1. Rotate/replace insert(s) (Page 32).
2. Increase feed rate.
Workpiece is
concave or convex
along its length
after jointing.
1. Workpiece not held with even pressure against
outfeed table during cut.
2. Workpiece too uneven at start of operation.
3. Outfeed table not parallel with infeed table.
1. Apply even downward pressure against workpiece
throughout entire travel along outfeed side during cut.
2. Take partial cuts to remove extreme high spots before
doing a full pass.
3. Check/adjust table parallelism (Page 33).
Operations







































































