





























38
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
ENGLISH
TECHNICAL DESCRIP-
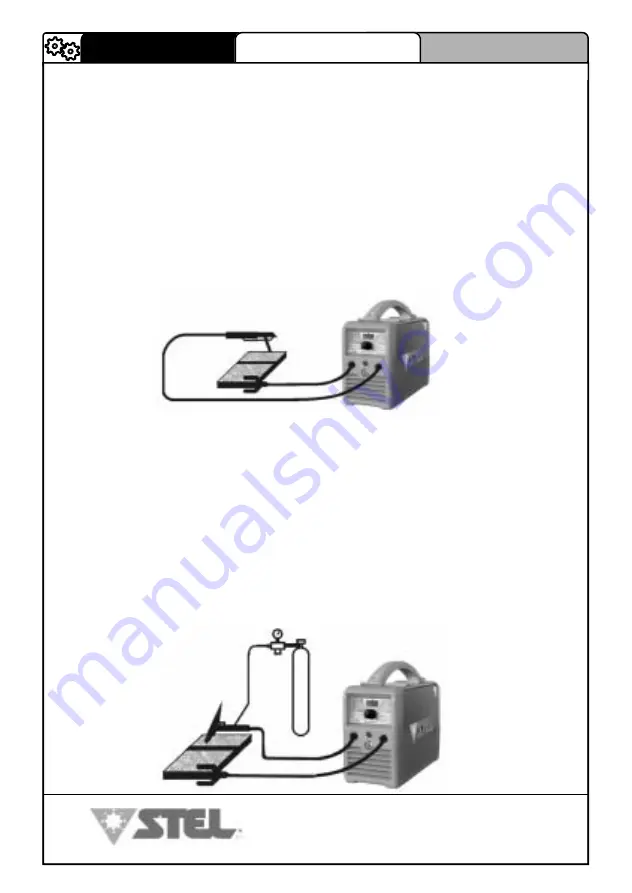
5.3– PREPARING FOR ELECTRODE WELDING (MMA) FIG.(6)
1) Respect the indications given previously concerning primary connection and
installation.
2) Connect the earth cable to the negative
socket of the generator (REF. N°2 page
8).
3) Connect the electrode gun to the positive socket (REF. N°15 pag.8).
4) Press the selection button (REF. N°3 pag.8) to switch on the Electrode mode
indicating led (REF. N°6 pag.8).
5) Insert the bare core of the electrode in the gun.
6)For the settings refer to chapter 8.1
5.4- PREPARING FOR TIG WELDING FIG.(7)
1) Respect the indications given previously concerning primary connection and
installation.
2) Connect the earth cable to the positive socket of the machine (REF. N°15 page
8).
3) Connect the torch coupling to the negative
socket of the machine (REF. N°2
page 8).
4) Press the selection button (REF. N°3 page 8) to switch on the Tig mode
indicating led (REF. N°4 page 8).
5) Connect the gas cylinder (Argon) to the device provided on the torch.
6) For the settings refer to chapter 8.3
111
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
?
12.0-SCHWEISS– UND BETRIEBSSTÖRUNGEN
12.1- MÖGLICHE SCHWEISSMÄNGEL
MANGEL
URSACHEN
RATSCHLÄGE
POROSITÄT
Saure Elektrode auf Stahl mit hohem
Schwefelanteil.
Übermässiges Schwingen der Elektrode.
Zu große Distanz zwischen den zu schwei-
ßenden Teilen.
Werkstück zu kalt.
Basische Elektrode verwenden
Die Schweißkanten annähern.
Langsam zum Anfang vorrücken.
Schweißstrom herabsetzen.
RISSE
Zu schweißendes Material schmutzig (z. B.
Öl, Lack, Rost, Oxyde).
Strom unzureichend.
Die Reinigung der Teile vor dem Schwei-
ßen ist unabdingbar, um gute Schweißnäh-
te zu erhalten.
UNGENÜGENDE PENETRATION
Zu niedriger Strom.
Zu hohe Schweißgeschwindigkeit.
Umgekehrte Polung.
Elektrode in der ihrer Bewegung entgegen-
gesetzten Position geneigt.
Die Regulierung der Betriebsparameter
und die Vorbereitung der Werkstücke
verbessern.
STARKE SPRITZER
Elektrode zu stark geneigt.
Die entsprechenden Korrekturen vorneh-
men.
PROFILDEFEKTE
Schweißparameter nicht korrekt.
Schweißganggeschwindigkeit nicht den
Anforderungen der Betriebsparameter
angepasst.
Elektrodenneigung beim Schweißen nicht
konstant.
Sich an die grundlegenden und allgemei-
nen Schweißprinzipien halten.
LICHTBOGEN UNBESTÄNDIG
Strom unzureichend.
Die Elektrode auf ihren Zustand hin und
den Massekabelanschluss prüfen.
ELEKTRODE SCHMILZT SCHIEF AB
Seele der Elektrode nicht zentriert.
Phänomen der magnetischen Beblasung.
Elektrode auswechseln.
Zwei Massekabel an die entgegengesetz-
ten Seiten des Werkstücks anschliessen.
12.2- MÖGLICHE BETRIEBSSTÖRUNGEN
STÖRUNG
MÖGLICHE URSACHEN
ABHILFE
KEINE ZÜNDUNG
- Primäranschluss nicht korrekt.
- Inverter-Karte defekt.
- Primäranschluss kontrollieren.
- Sich an Ihr Kundendienstzentrum wen-
den.
KEINE SPANNUNG BEIM AUSGANG - Maschine überhitzt (gelbe Led blinkt).
- Inverter-Karte defekt.
- Primärspannung zu niedrig.
- Die Abkühlung abwarten.
- Sich an Ihr Kundendienstzentrum wen-
den.
AUSTRETENDER STROM NICHT
KORREKT
- Potentiometer zur Regulierung schad-
haft.
- Primäre Speisespannung zu nieder.
- Sich an Ihr Kundendienstzentrum wen-
den.
- Das Verteilernetz kontrollieren.
Summary of Contents for MAX dp 171C
Page 152: ......







































































