






















8
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
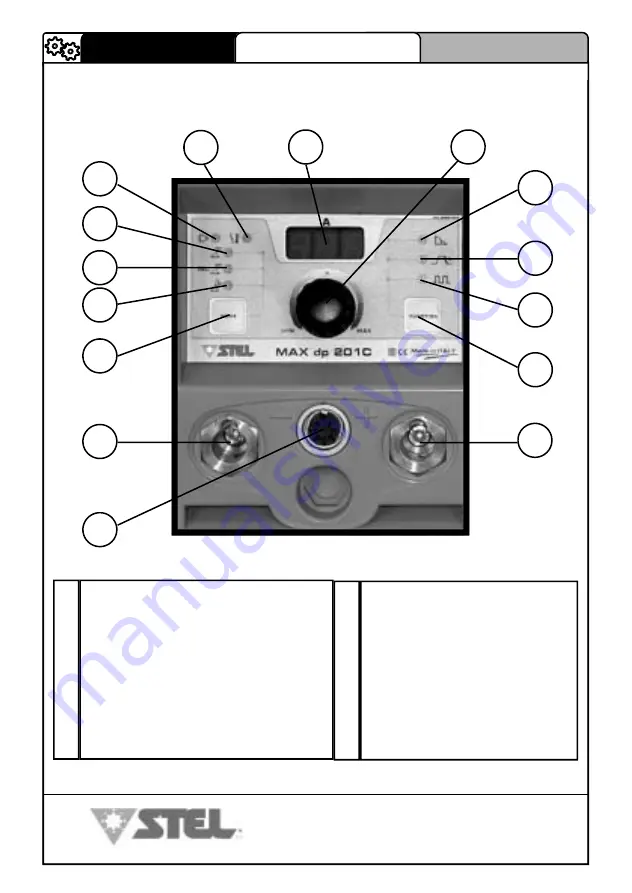
5.0- MESSA IN SERVIZIO
5.1- COMANDI PANNELLO FRONTALE
DESCRIZIONE TECNICA
ITALIANO
1
2
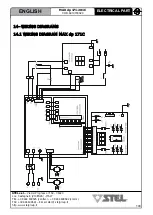
3
4
5
6
7
8
9
10
11
12
13
14
15
Connettore comando remoto
Presa attacco polarità negativa
Pulsante selezione modalità saldatura / vrd
Led segnalazione modalità saldatura TIG
Led segnalazione modalità saldatura elettrodo cellulosico
Led segnalazione modalità saldatura elettrodo
Led segnalazione macchina sotto tensione
Led segnalazione intervento sovratemperatura
Display visualizzazione corrente saldatura/vari parametri
Encoder di regolazione
1
2
3
4
5
6
7
8
9
10
Led segnalazione funzione ARC-FORCE
Led segnalazione funzione rampa di discesa
Led segnalazione funzione pulsazione
Pulsante selezione funzioni
Presa attacco polarità positiva
11
12
13
14
15
141
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
ENGLISH
13.0- EXPLODED VIEWS AND LIST OF COMPONENTS
13.1– EXPLODED VIEW MAX dp 171/201C
SPARE PARTS
1
2
3
4
5
6
7
9
8
10
11
12
13
14 15
16
17
18
19
20
21
22
24
25
26
23
Summary of Contents for MAX dp 171C
Page 152: ......







































































