





























96
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
Allgemeinen mit Gleichstrom und Elektrode am Positivpol (umgekehrte Polung) eingesetzt,
es gibt aber auch basische Elektroden für Wechselstrom. Basische Umhüllungen neigen
dazu, Feuchtigkeit aufzunehmen und müssen daher in gut verschlossenen Schachteln tro-
cken gelagert werden.
Wir erinnern außerdem daran, dass Stähle mit einem Anteil an Kohlenstoff von über 0,6 %
Spezialelektroden erfordern.
- Zelluloseumhüllungen. Diese Elektroden werden mit Gleichstrom und am Positivpol ange-
schlossen geschweißt. Wegen der Viskosität des Schmelzbads und der starken Penetrati-
on werden sie im Wesentlichen zum Schweißen von Rohren verwendet. Sie erfordern Ge-
neratoren mit entsprechenden Merkmalen.
6.2-
PHASEN DES ELEKTRODENSCHWEISSENS (MMA)
- Vorbereitungsphase:
a) Vorbereitung der zu schweißenden Kanten.
Die Vorbereitung der Kanten hängt von der Stärke des zu schweißenden Materials, der
Schweißposition, der Art der Schweißnaht und den Verfahrensanforderungen ab. In jedem
Fall empfiehlt es sich, mit perfekt sauberen Teilen zu arbeiten, die weder Oxydation, Rost,
noch andere Substanzen aufweisen, welche das Schweißergebnis beeinträchtigen könn-
ten.
Die Kanten können für durchgehendes Schweißen mit U-förmigen Stemmen vorbereitet
werden und X-förmigen, wenn das Schweißen wurzelseitig fortgesetzt werden soll.
- Tabelle für die Vorbereitung U-förmiger Kanten
b) Wahl der Elektrode.
- Die Wahl des Elektrodendurchmessers hängt von der Stärke des zu schweißenden Mate-
rials, der Art der Schweißnaht und der Schweißposition ab.
Wenn in „Position“ geschweißt wird, neigt das Schmelzbad wegen der Schwerkraft dazu,
abzusinken, und folglich empfiehlt sich die Verwendung von Elektroden mit geringem
Durchmesser in mehreren Schweißgängen. Elektroden mit großem Durchmesser benöti-
gen starke Schweißströme, die eine ausreichende Wärmeenergie liefern.
c) Einstellen des Schweißstroms.
- Die Stabilität des Generatorstroms ermöglicht das Arbeiten bei niedrigen Werten und un-
ter besonders schwierigen Umständen.
Die nachstehende Tabelle gibt richtungweisend den für das Schweißen von Kohlenstoff-
stahl verwendbaren Mindest– und Höchststrom an.
DEUTSCH
TECHNISCHE BESCHREIBUNG
53
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
11.3-
INTERMITTENCE CYCLE (ED) AND EXCESS TEMPERATURE
The intermittence cycle is the percentage of use in 10 minutes which the operator
must respect so as to avoid excess temperature.
If the machine goes into excess temperature the yellow led (ref. 3 page 8) lights up.
It is therefore necessary to wait about 10 minutes before resuming welding.
The current or the work time must be reduced after resuming welding.
ENGLISH
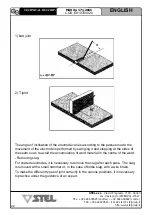
FIGURES
10 minutes
Continuous weld
100% ED (intermittence cycle)
Weld 3.5 minutes
10 minutes
Wait 6.5 minutes
10 minutes
35% ED (intermittence cycle)
Summary of Contents for MAX dp 171C
Page 152: ......







































































