


















4
866-795-1586 • WWW.SEWERNOZZLES.COM
RECOMMENDED HOSES
WT-1/2:
StoneAge recommends a 1/2” ID hose be used, especially when using longer hose lengths.
WT-3/8
: StoneAge recommends a 3/8” ID hose be used; if 1/4” ID inch hose is used, too much pressure is
lost (at 5 gpm, each 100 ft of 1/4” hose will take away 700 psi due to friction).
JET AND PLUG LOCATIONS
Jet thrust powers rotation and also pulls the tool through the line. The Warthog® WT can be jetted in
different configurations depending on the application. The front jet is useful for unblocking pipes. The
front jet decreases the pulling power of the rear jets. Plugging the front jet will increase the ability of the
tool to pull itself down the line. A thick viscous fluid inside the tool controls the rotation speed.
Pumps are commonly sold based on their
theoretical
maximum flow output; in reality, none are 100%
efficient. We try to take this into account when supplying you the jets. If you are not getting to the
operating pressure desired, the sizes of the jets may need to be changed.
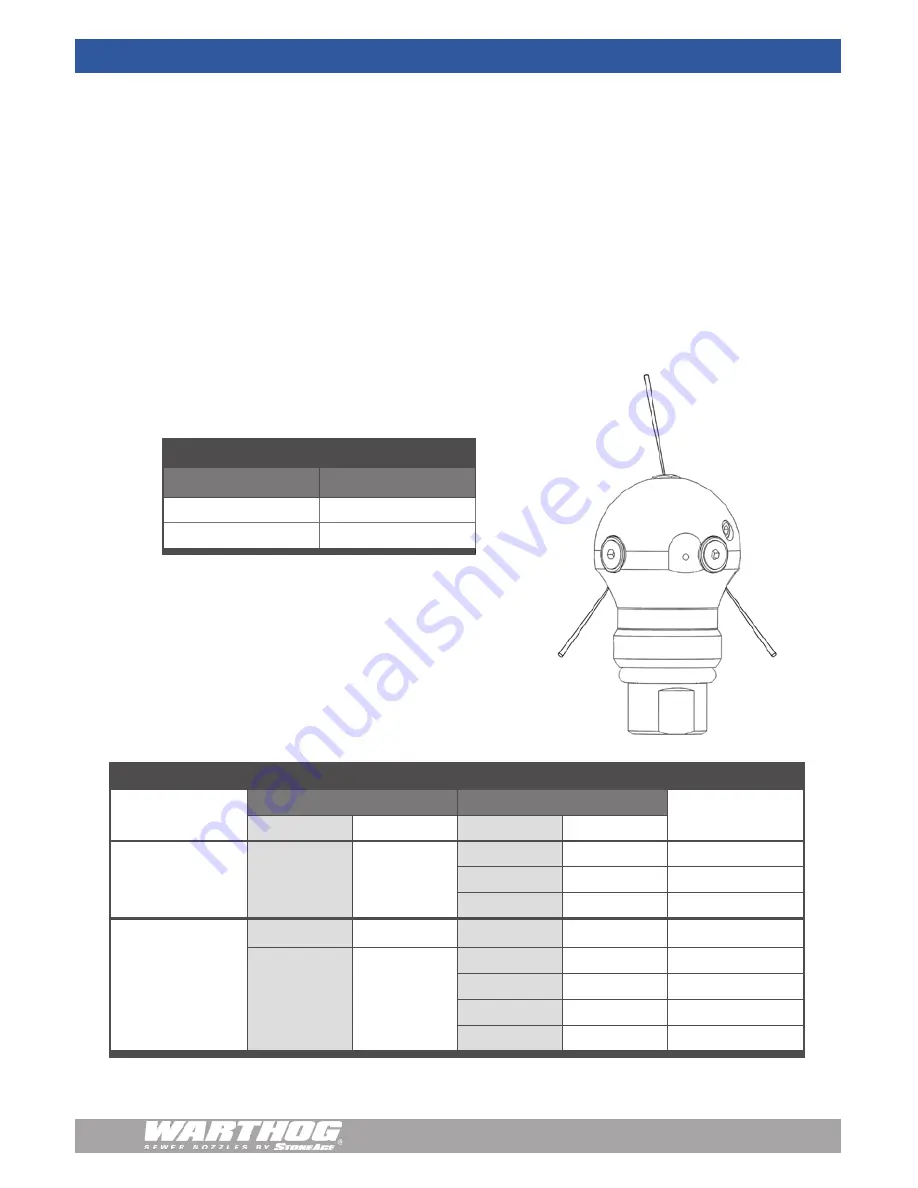
Warthog® WT
CONFIGURATION INFORMATION
Warthog® WT HEAD OFFSET CHART
MODEL / INLET
CONNECTION
PRESSURE RANGE
FLOW RANGE
HEAD
psi
bar
gpm
lpm
WT-3/8
OR
WT-BSPP6
1200-5K
83-345
9-12
34-45
WT 040-R31-C
7-9
26-34
WT 040-R45-C
5-7
19-26
WT 040-R60-C
WT-1/2
OR
WT-BSPP8
*
1200-4K
83-276
12-21
45-80
WT 040-R24-C
1200-5K
83-345
12-15
45-57
WT 040-R24-C
9-12
34-45
WT 040-R31-C
7-9
26-34
WT 040-R45-C
5-7
19-26
WT 040-R60-C
The table below shows commonly used jet/plug
configurations for the tool.
Warthog® WT JET AND PLUG CHART
15º PORT
150º PORTS
1 x Jet
2 x Jets
1 x Plug
2 x Jets
Jets are Part Number: AP2-XXX
Plugs are Part Number: GP 025-P2SS
Once you have confirmed the required jetting configuration,
use the StoneAge Jetting App to determine jet sizes:
jetting.stoneagetools.com
For more information contact your factory authorized
StoneAge® Inc. distributor or go to;
www.sewernozzles.com
WT
3 Ports:
1 @ 15º
2 @ 150º
15º
150º
150º
*
Operating the WT 040-R24-C at max pressure and flow will over torque the tool.
The max flow can only be achieved by running the tool at 4kpsi (275 bar) less.







































































