


























SWEISS
WELD.COM
info@sweissweld.com
OPERATION
16
TIG short welding 2T
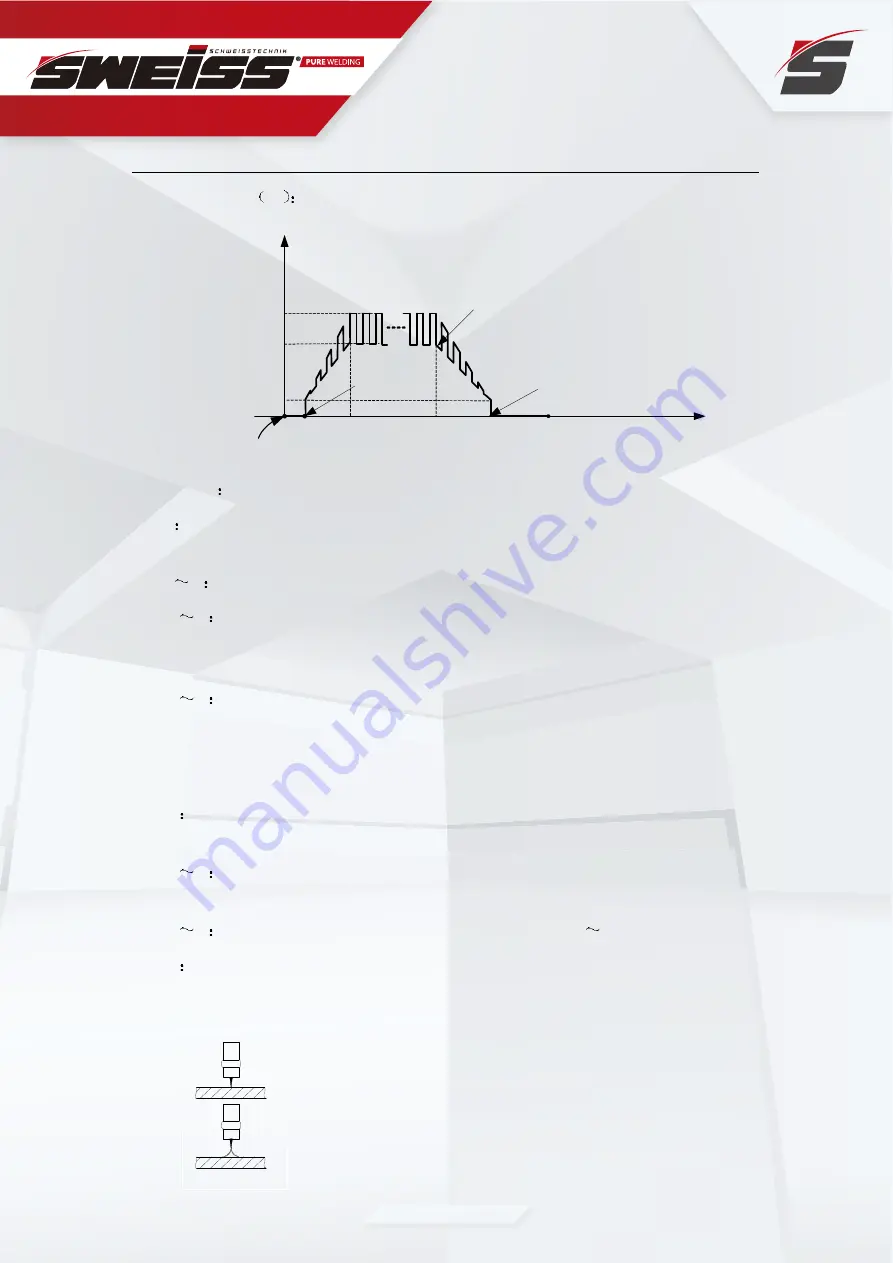
Introduction
0
Press and hold the gun switch, Electromagnetic gas valve is turned on. The
shielding gas starts to flow;
0 t1 Pre flow time, adjustment range of pre flow time :0~1.0S;
t1 t2 Striking success, the output current slopes up to the setting current from
minimum current (5A); if the output pulse function is turned on, the slope up current is
pulsed;
t2 t3 During the whole welding process, the gun switch is pressed and held without
releasing;
Note: If the output pulse function is turned on, the output current is pulsed. If the output
pulse function is turned off, the output current is DC current;
t3 Loosen the gun switch, the output current slopes down; if the output pulse
function is turned on, the slope down current is pulsed;
t3 t4 The output current slopes down to minimum current (5A), stop arc; adjustment
range of down slope time: 0~5.0S;
t4 t5 Post flow time, adjustment range of post flow time: 3.0 10.0S;
t5 Electromagnetic valve is closed and stop argon flowing. Welding is finished.
The operation step of lifting arc:
1. Touch the tungsten electrode with workpiece.
2. Press the welding gun.
3. Lift the welding gun and strike arc.







































































