

























SWEISS
WELD.COM
info@sweissweld.com
OPERATION
17
Output protect function:
In MMA mode, the no-load voltage is 20V; when the welding is beginning, the output
voltage will rise to welding voltage immediately. When the welding is finished, the output
voltage will drop to 20V.
Parameter storage function:
All preset parameters will be held.
Short circuit protect function
TIG_LIFT 4T or 2T: If the tungesten electrode touches the workpiece when welding, the
current will drop to 20A, which can reduce the tungsten spoilage farthestly prolong the using
life of the tungsten electrode and prevent tungsten clipping.
TIG_HF 4T or 2T: If the tungesten electrode touches the workpiece when welding, the
current will drop to 0 within 1second, which can reduce the tungsten spoilage farthestly
prolong the using life of the tungsten electrode and prevent tungsten clipping.
MMA: If the electrode touches workpiece over two seconds, the welding current will drop
to 0 automatically to protect the electrode.
Automatically purify gas function:
When TIG welding, turn on the welder and the gas valve is open to output shield gas and
maintain 10 seconds. Eliminate the air and purify the shield gas of the pipe.
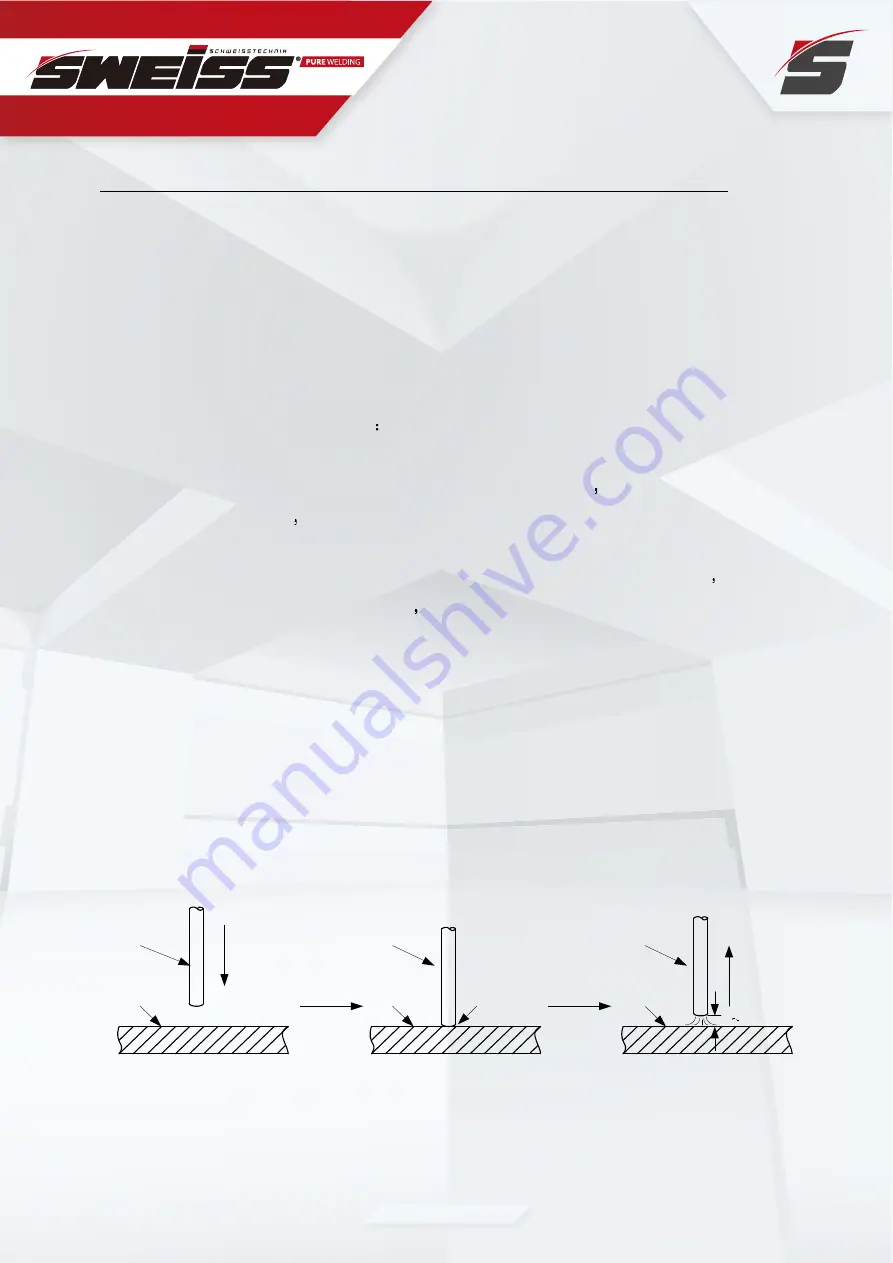
§4.3.2 Striking arc way for MMA
Knocking arc: take the electrode upright to touch the workpiece, after forming short
circuit, quickly lift up about 2~4 mm, and arc will be ignited. This method is difficult to
master. But in the welding for the brittle or hard steel, it is better to use knocking way.
electrode
workpiece
electrode
electrode
workpiece
workpiece
e
h
t
h
c
u
o
t
e
d
o
r
t
c
e
l
E
e
h
T
t
h
g
ir
p
u
e
d
o
r
t
c
e
l
e
e
h
t
e
k
a
T
workpiece
Lift up for about 2-4mm
upright
up
touch
2 4mm
Lifting arc: take the electrode to scrape the workpiece for striking arc. But it may cause the
arc scratch, so must to lift arc in the groove.







































































