























SWEISS
WELD.COM
info@sweissweld.com
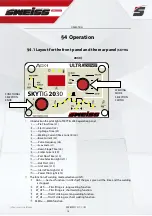
OPERATION
19
Welding area
color
argent ,
golden
blue
red-grey
grey
black
Protect effect
best
better
good
bad
worst
The relation of welding area color & protect effect of Ti-alloy
Welding area
color
bright argent orange-yellow blue-purple caesious
white powder
of titanium
oxid
Protect effect
best
better
good
bad
worst
§4.4.3 TIG Parameters Matching
The corresponding relationship between gas nozzle diameter and electrode
diameter
Gas nozzle diameter/mm
Electrode diameter/mm
5
.
0
4
.
6
0
.
1
8
4
.
2
r
o
6
.
1
5
.
9
2
.
3
1
.
1
1
Notice: the above parameters originate from Welding Dictionary P142, Volume 1
of Edition 2.
Welding current range/A
DC positive connection
Gas nozzle diameter/mm
Gas flow rate/L·min
-1
10 100
4
4
5
.
9
5
101 150
4
4
5
.
9
7
151 200
6
6
3
1
8
Tungsten electrode shape and the welding current range (DCEP)
tungsten
electrode
diameter /mm
sharpened of the
electrode
diameter/mm
angle of cone
°
background
current/A
pulse current
1.0
0.125
12
2 15
2 25
1.0
0.25
20
5 30
5 60
1.6
0.5
25
8 50
8 100
1.6
0.8
30
10 70
10 140
2.4
0.8
35
12 90
12 180







































































