


























SWEISS
WELD.COM
info@sweissweld.com
OPERATION CONTROL AND CONNECTORS
13
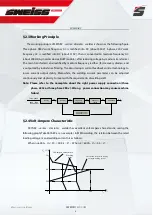
arc force is bigger. It can prevent sticking and increase the depth of penetration.
The number “0-10”on the potentiometer is not actual arc force, but a proportion concept.
When the potentiometer is in the “0” position (the minimum of the arc force), the
operation of arc force is not in use.
Operation remark
In the mark of 0 (soft arc), application range: acid
electrode; in the middle & high current, using
basic electrode.
In the mark of 10 (hard arc), application range:
welding in the low current range
(
vertical up
welding, surfacing welding, overhead welding,
etc.
)
Increase the arc force:
Easy to striking arc;
Increase spatter
Good root meltability
In welding thin plate, increase the dangers of penetration.
Welding position
Flat welding for
flat plate butt
joint
Vertical welding
for flat plate
butt joint
Horizontal fix
welding for pipe
butt joint
Vertical fix
welding for
pipe butt joint
Workpiece thickness/mm
8
~
12
8
~
12
Ф114×7
Ф114×7
Continuous
welding
Gap/mm
2.5
~
3.2
2.5
~
3.2
2.5
~
3.2
2.5
Root face size /mm
~
~
~
~
Electrode
diameter/mm
3.2
3.2
2.5
2.5
Backing welding
current/A
70
~
80
75
~
85
60
~
70
70
~
80
Intermittent
welding
Gap/mm
3.2
~
4
3.2
~
4
3.2
~
4
2.5
~
3.2
Root face size /mm
1
~
1.5
1
~
1.5
1
~
1.5
1
~
1.5
Electrode
diameter/mm
3.2
~
4
3.2
~
4
3.2
3.2
Backing welding
current/A
80
~
110
100
~
110
90
~
110
90
~
110
Notice: the above parameters originate from
《
Welding Dictionary
》
P71, Volume 1 of Edition 2.
9
1
0
10
5
4
3
6
7
8
2
Adjustment of
arc force







































































