

























SWEISS
WELD.COM
info@sweissweld.com
OPERATION CONTROL AND CONNECTORS
§4.4 Hot start adjustment
The number ”0~10” on the potentiometer is not actual arc force, but a proportion concept.
More welding current pre-set value, more hot start
current addition. Clockwise turning the hot start knob, the
hot start added current lasts long time, the striking is more
easy.
There are no actual added current value around the knob.
Hot start adjustment is chosen to be based on the electrode
diameter and workpiece thickness.
Operation remark
:
It is available in the striking arc only.
The interval time for hot start is 3 sec.
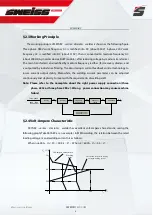
§4.5 Welding operation
§4.5.1 Striking arc way
Knocking arc: take the electrode upright to touch the workpiece, after forming short
circuit, quickly lift up about 2~4 mm, and arc will be ignited. This method is difficult to
master. But in the welding for the brittle or hard steel, it is better to use knocking way.
electrode
workpiece
electrode
electrode
workpiece
workpiece
Take the electrode upright
The Electrode touch the workpiece
Lift up for about 2-4mm
upright
up
touch
2
~
4mm
Lifting arc: take the electrode to scrape the workpiece for striking arc. But it may cause the
arc scratch, so must to lift arc in the groove.
9
1
0
10
5
4
3
6
7
8
2
Adjustment of hot start
14







































































