























SWEISS
WELD.COM
info@sweissweld.com
OPERATION CONTROL AND CONNECTORS
16
§4.6.2 Electrode selection
The electrode diameter selection is based on the workpiece thickness, welding position,
joint form, welding layer, etc. Please refer to the following table.
The relation between the electrode diameter & workpiece thickness
Workpiece
thickness/mm
2
3
4
~
5
6
~
12
>
13
Electrode
diameter/mm
2
3.2
3.2
~
4
4
~
5
4
~
6
The welding current reference for different electrode diameter
Workpiece
thickness/mm
1.6
2.0
2.5
3.2
4.0
5.0
5.8
Welding
current/A
25
~
40
40
~
60
50
~
80
100
~
130
160
~
210
200
~
270
260
~
300
The relation between the welding current(I)’ factor(K) & electrode diameter(d) (I
=
K×d: Carbon electrode)
Electrode
diameter/mm
1.6
2
~
2.5
3.2
4
~
6
Factor/K
20
~
25
25
~
30
30
~
40
40
~
50
Notice: the above parameters originate from
《
Welding Dictionary
》
P66
~
P67, Volume 1 of
Edition 2.
Electrode should be drying according to user manual before using. For reducing the
hydrogen of the molten pool and welding seam, and avoiding the blowhole and cold
crack.
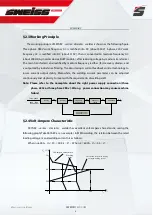
In the welding process, the arc must not be too long; otherwise, it will cause unstable arc
burning, large spatter, light penetration, undercut, blowhole, etc. If the arc is too short, it
will cause electrode stick.
In MMA welding the arc length is usually equal to 0.5~1.0 time of the electrode diameter.
The basic electrode’s arc length is not beyond the electrode diameter, it’s better to choose
the short arc welding; the acid electrode’s arc length is equal to the electrode diameter.
butt joint
lap joint
corner joint
T joint







































































