




















SWEISS
WELD.COM
info@sweissweld.com
OPERATION CONTROL AND CONNECTORS
18
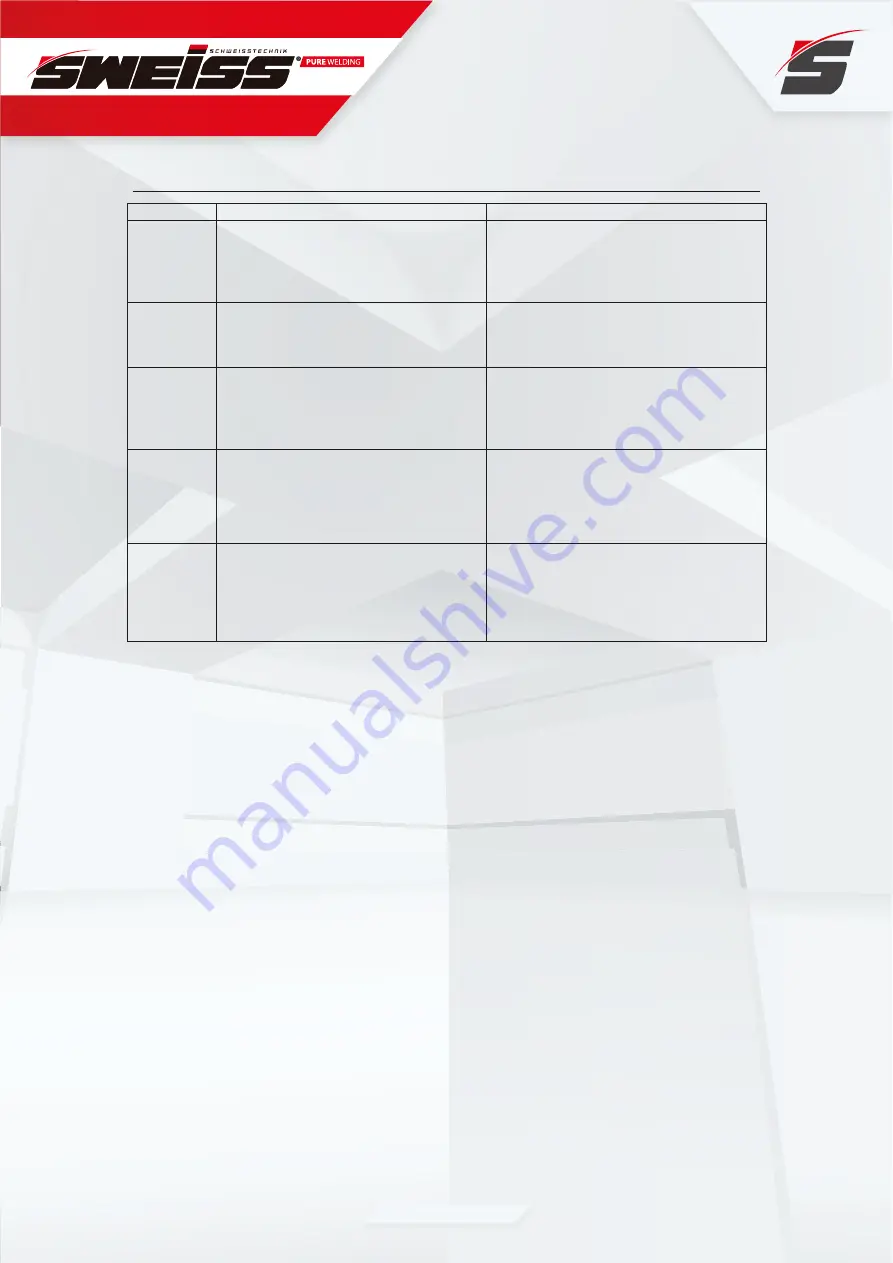
Defect name
Caused reasons
Prevent methods
Welding
seam
doesn’t
meet the
requirement
The groove angle is not proper
The root face and assembly gap is not equal
Welding
technics
parameters
are
unreasonable
The welder’s operation skill is lower
Choosing the proper groove angle & assembly
gap, improve the assembly quality
Choosing the proper welding parameters
Improve the operation skill of welders
Undercut
Over current
Arc length is too long
The electrode angle is wrong
Manipulation of electrode is not proper
Choosing the proper welding current & speed
The arc can’t be drawn too long
The electrode angle should be proper
Manipulation of electrode should be correct
Incomplete
penetration
The groove angle or gap is too small, the root
face is too big
Welding parameters are not suitable, or the
assembly is not good
The welder’s operation skill is lower
Correctly to choose and process the groove
size
Correctly to assemble and ensure clearance
Choosing the suitable welding current & speed
Improve the operation skill of welders
Incomplete
fusion
The welding thermal input is too low
The arc direction is lean
There are rust & dust on the side of groove
The slag between the layers is not cleared
well
Correctly to choose the welding parameters
Operation seriously
Enhance the clearness of layers
Reheat crack
When the corona strain at grain boundary is
unable to support the strain that
engendered in the process of stress
relaxation, hot crack was caused again
Adopt low intensity electrode
Reduce the residual stress and stress
concentration
Control the heat input and adopt appropriate
temperature of heat treatment
Avoid the temperature in the sensitive area
§4.8 Operation Environment
●
Height above sea level is below 1000m.
●
Operation temperature range:-10
0
C
~
+40
0
C.
●
Relative humidity is below 90 % (20
0
C), relative humidity is below 50 % (40
0
C).
●
The inclination of the power source does not exceed 10
0
.
●
Protect the machine against heavy rain or in hot circumstance against direct sunshine.
●
The content of dust, acid, corrosive gas in the surrounding air or substance can not exceed
normal standard.
●
Take care that there is sufficient ventilation during welding. There is at least 30cm free
distance between the machine and wall.
§4.9 Operation Notices
●
Read §1 carefully before attempting to use this equipment.
●
Connect the ground wire with the machine directly, and refer to §3.5.
●
Input power must be AC as three phases, 50Hz, 380V. Forbid working in lacking any phase
。
●
In case closing the power switch, no-load voltage may be exported. Do not touch the output
electrode with any part of your body.
●
Before operation, no concerned people should be left. Do not watch the arc in unprotected eyes.
●
Ensure good ventilation of the machine to improve duty ratio.







































































