





















SWEISS
WELD.COM
info@sweissweld.com
SUMMARY
6
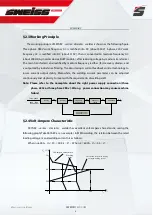
§2.3 Working Principle
The working principle of SKYARC - serires
(
discrete
)
welder is shown as the following figure.
Three-phase 380V work frequency AC is rectified into DC (about 530V), 3-phase 220V work
frequency AC is rectified into DC (about 310V), then is converted to medium frequency AC
(about 20KHz) by inverter device (IGBT module), after reducing voltage by medium transformer
(the main transformer) and rectified by medium frequency rectifier (fast recovery diodes), and
is outputted by inductance filtering. The circuit adopts current feedback control technology to
insure current output stably. Meanwhile, the welding current parameter can be adjusted
continuously and steplessly to meet with the requirements of welding craft.
Note: Please refer to the nameplate about the right power supply connection (three
phase 220v or three phase 380v ) .Wrong power connection may cause machine
failure!
Rectify
Inverter
Medium
frequency
transformer
Medium
frequency
rectify
Hall device
Current positive-
feedback control
Three-phase,
AC
DC
AC
DC
380V, 50Hz
(220V,50Hz)
AC
DC
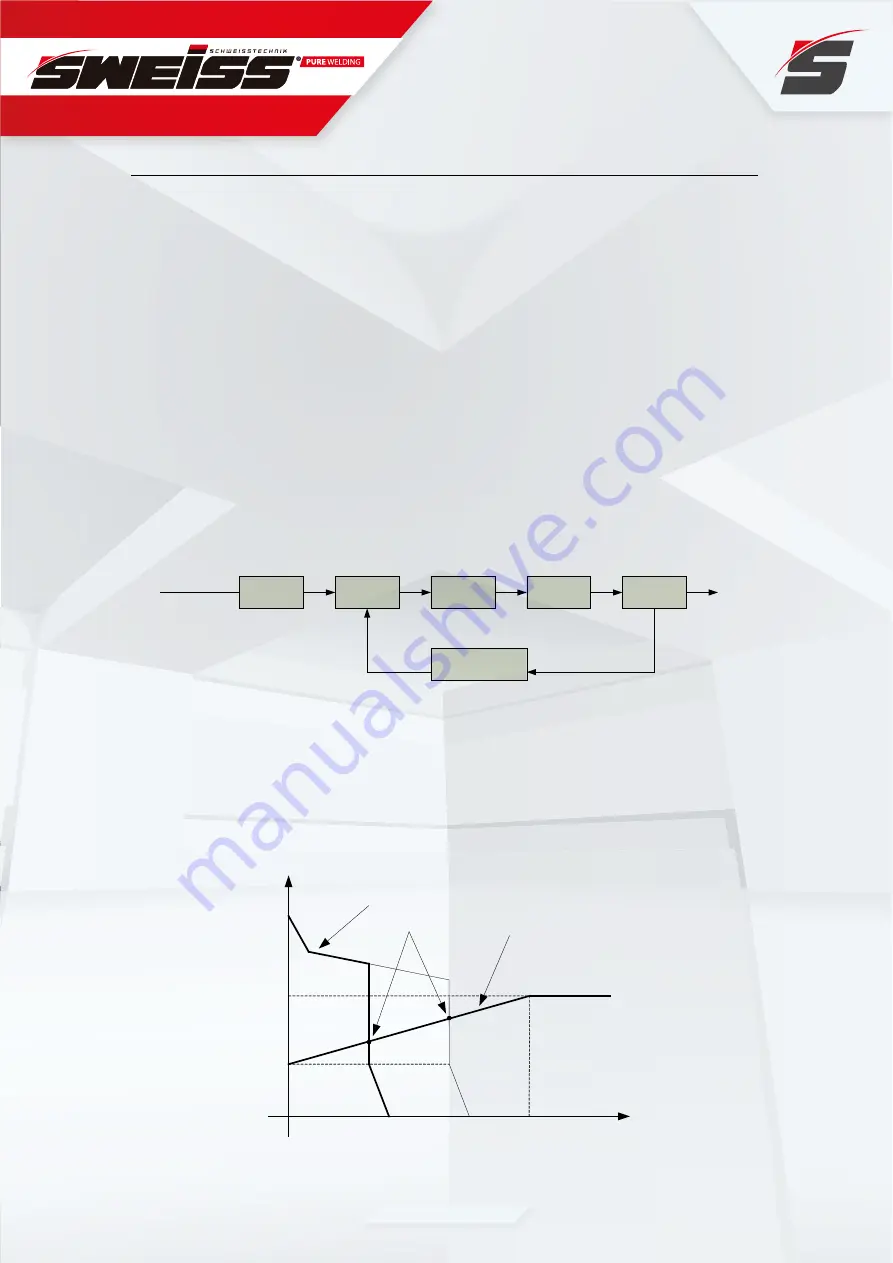
§2.4 Volt-Ampere Characteristic
SKYARC - serires
(
discrete
)
welder has excellent volt-ampere characteristic, seeing the
following graph(Take SKYARC as an example). In MMA welding, the relation between the rated
loading voltage U
2
and welding current I
2
is as follows:
When I
2
≤600A
,
U
2
=
20
+
0.04 I
2
(
V
);
When I
2
>
600A
,
U
2
=
44
(
V
)
.
50
44
20
0
600
I
2
(
A
)
U
2
(
V
)
Working
point
Volt-ampere characteristic
The relation of the rated loading
voltage&welding current







































































