


























6. CYLINDER HEAD/VALVE SYM
6-10
VALVE SEAT INSPECTION AND
SERVICE
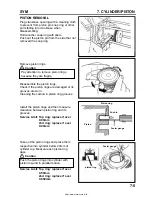
Clean up all carbon deposits onto intake and
exhaust valves.
Apply with emery slightly onto valve contact
face. Grind valve seat with a rubber hose or
other manual grinding tool.
Caution
Remove the valve and check its contact
face.
Caution
Valve seat inspection
If the valve seat is too width, narrow or rough,
correct it.
Valve seat width
Service limit: 1.6mm
Check the contact condition of valve seat.
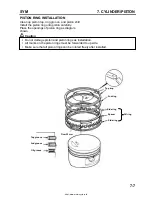
Valve seat grinding
The worn valve seat has to be grinded with
valve seat chamfer cutter.
Use 45° valve seat chamfer cutter to cut any
rough or uneven surface from valve seat.
Caution
Use 32° cutter to cut a quarter upper part
out.
Do not let emery enter into between
valve stem and valve guide.
Clean up the emery after corrected,
and apply with red paint onto contact
faces of valve and valve seat.
Replace the valve with new one if valve
seat is roughness, wear out, or
incomplete contacted with valve seat.
If the valve and the valve seat still can
not be matched sealing after grinded,
replace it with new one.
After valve guide had been replaced, it
has to be grinded with 45° valve seal
chamfer cutter to correct its seat face.
valve seat
width
45°
Roughness
32°
Old valve seat width
Valve seat
width
http://www.motorcycle.in.th







































































