





























机床产品
/Machine Tool Products
–
60CA/60CB Simple-Type Wood Cutting Machine Operation Manual
Fenu and System Introduction
–
•
•
•
•
•
•
•
•
•
•
•
•
•
•
a.
b.
c.
•
•
•
d.
•
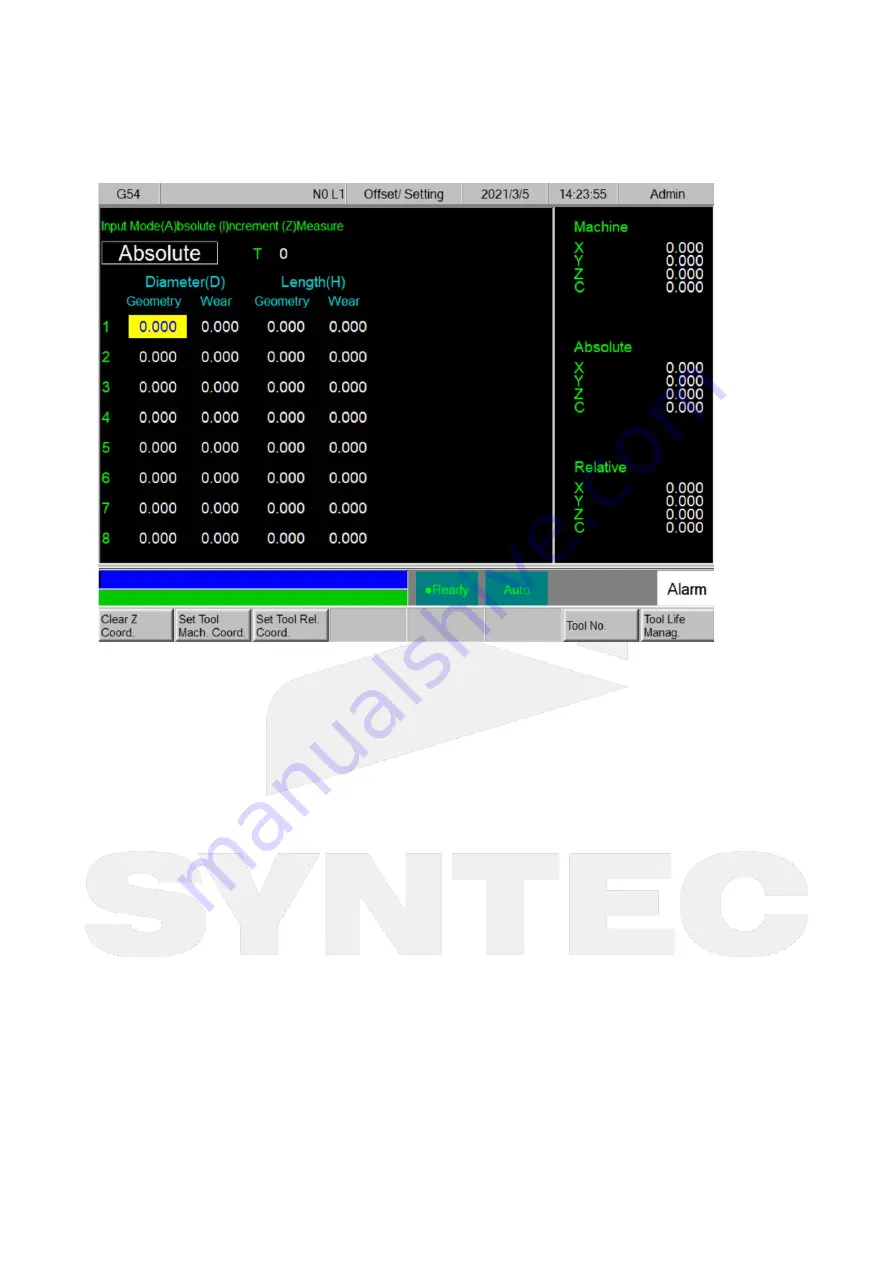
4.7.3 Single-axis tool table (default):
Path
5 key, 8 key: F3 Offset/Setting
→
F2 Tool Set
10+8 key: G3 Offset/Setting
→
F2 Tool Set
Function
Press the button to switch to the compensation setting page.
Actual G41/G42 compensation value = Tool nose + Tool radius wearing compensation
Actual G43/G44 compensation value = Tool length compen Tool length wearing
compensation
Provides 200 sets of tool compensation setups (only 96 sets for versions before 10.116.36D)
Parameter Explanation
Diameter Geometry: G41/G42 Cutter radius Dn compensation (please input radius, not diameter)
Diameter Wear: Minor modification of cutter radius
Length Geometry: G43/G44 Tool length Hn compensation.
Length wear: Minor modification of cutter length
Operation method
Move the cursor with arrow keys
【
↑
】【
↓
】【
←
】【
→
】
Use
【
PageUp
】【
PageDown
】
to switch the page.
Input method:
Normally applies absolute mode for tool nose or tool length compensation.
Normally applies incremental mode for cutter radius wearing compensation or tool length
wearing compensation.
Input with axis name is not supported. ex: Z10.
、
Z1=20.
Absolute input:
Press
【
A
】
and press
【
Enter
】







































































