











OPERATING MANUAL
PLASMA CUTTING
GB
Inglese
GB
Hold the torch upright while cutting.
When you have finished cutting and released the trigger, air will continue to leave
the torch for approximately 20-25 seconds to allow the torch to cool down.
The standard tip have hole 0,8 mm. , suggested from 18 to 25 A . Below is sugge-
sted to use tip 0,65 mm.
( upon request )
It is best not to turn the machine off until this cool-down period is complete.
For best cutting performances, see Tab. 4: spare parts
To cut perforated or grid metal, after any cutting cycle, pilot arc swicth on for next
cutting cycle. After 4-6 sec. without cutting the arc pilot will switch off .
Use this function only if necessary to avoid unnecessary wear on the electrode and
nozzle.
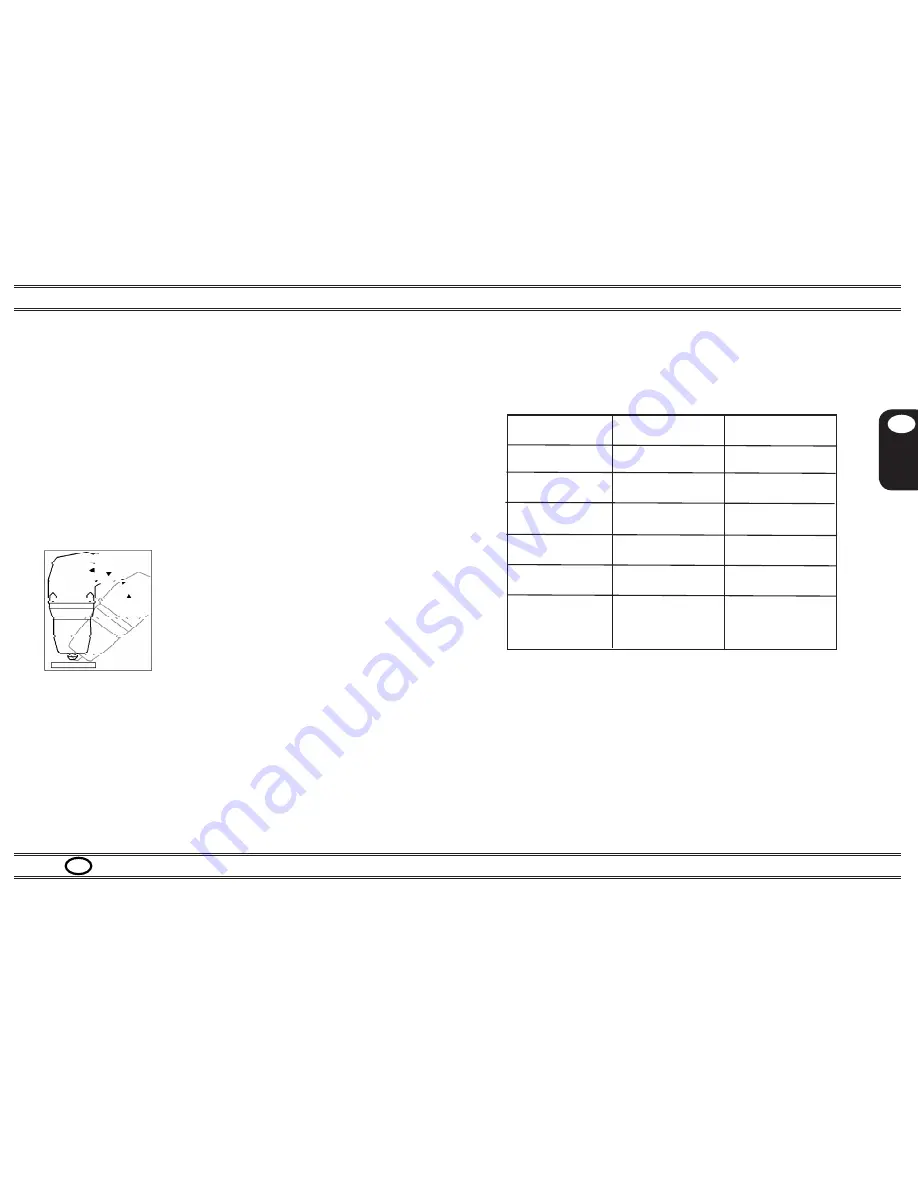
Picture 6: begin cutting from the center of the workpiece.
On Picture 3 we can see a plot concerning cutting speed vs cutting thickness with
cutting current
Thickness(mm)
Material
Current(Amp)
Speed (m/min)
Note: The above table has to consider only an example for setting the best
parameters. The data was collected using automatic cuttin system.
For the overlapped steel ( 1,0-1,5 mm. ) is suggested to use the nozzle with
hole 0,65 mm. with 13-18 A ; automatically the generator inverter supplies a
low air quantity to execute such operation .
Picture 3: cutting data
Should you need to make holes or begin cutting from the center of the workpiece, you
must hold the torch at an angle and slowly straighten it so that the nozzle does not
spray molten metal (see Picture 6). this must be done when making holes in pieces
more than 3 mm thick.
Turn the machine off when the task is completed.
PAGE 6
cutting width
air-pressure
Electrode, nozzle
8
6
25
25
carbon steel
carbon steel
1.2
0.9
Built-in airpump
Built-in airpump
original electrode and
nozzle of the cutting
torch (0.8)
original electrode and
nozzle of the cutting
torch (0.8)
250
500







































































