



























SF-2200H Flame / Plasma CNC Cutting System Operating Manual
11
3.5
、
Break point processing
3.5.1. Break point resume
1) When system is in pause or accidentally power off; system saves current torch position as a break
point. The break point is permanent whether system is turned off or not.
2) Under auto mode, as long as the cutting program does not change, press
【
F2
】
select break point
function, then press
【
START
】
button, system resumes working from break point.
3) If the torch position did not change, system would call attention to BRK point after system finds the
break point.
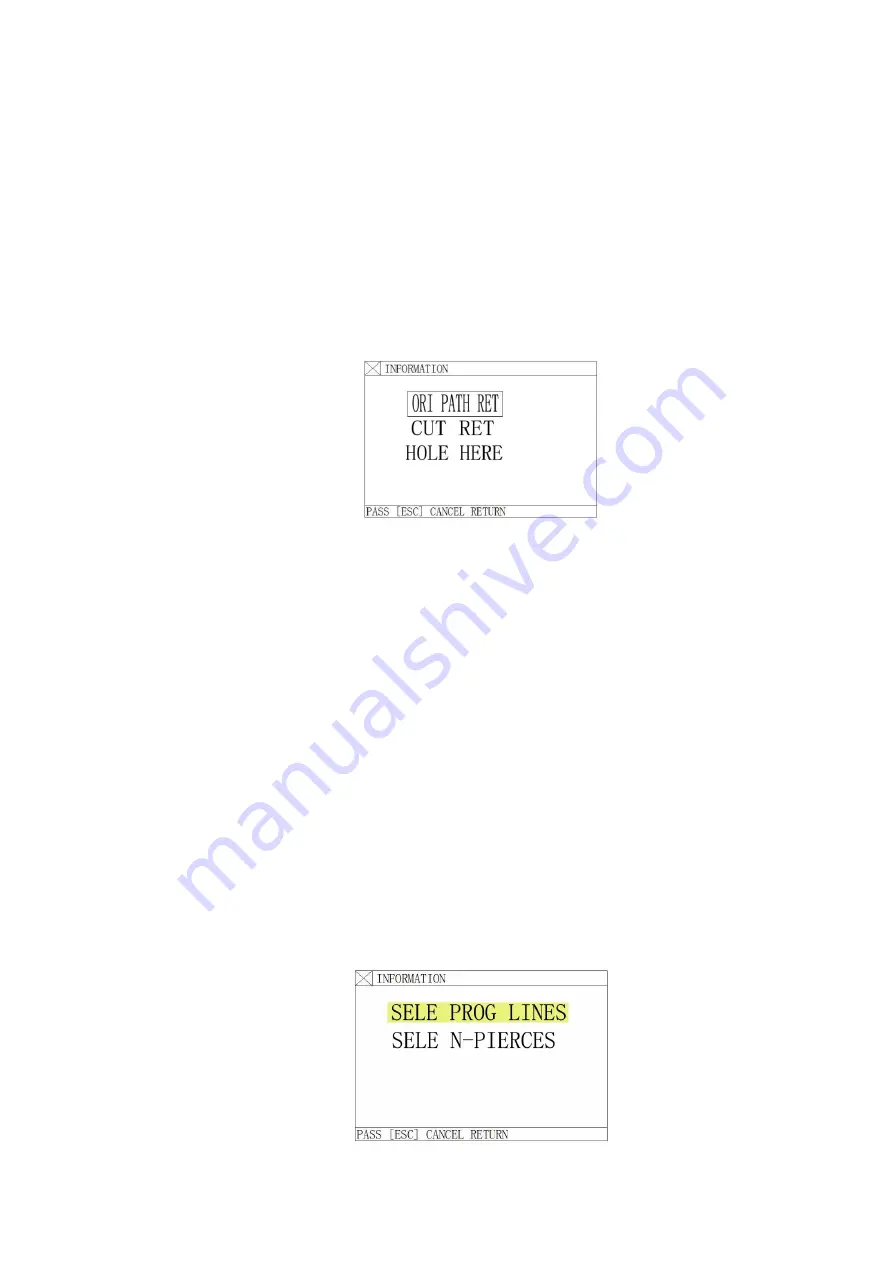
4) If the torch position changed (not on break point), system would display following three options
after system finds break point.
a)
Back to original
b)
Back to cutting point
c)
Pierce at current position
HINT
:
Press
【
PIERCE
】
after pre-heating, then system would resume cutting from break point.
Press
【
ESC
】
,
system leaves cutting mode.
3.5.2 ATTENTION:
Once the cutting program is changed, BREAK POINT will be eliminated from system cache,
thus the system would not be able to find BREAK POINT and would not resume working.
3.6
、
SELECT MODE
3.6.1
、
START SELECT MODE
Select to cut from any section of the cutting program then press
【
START
】
,
Press
【
F1
】
to choose SELECT function, the system will be shown as below:
图
3.5 system pause
、
finds break point then resumes cutting dialogue







































































