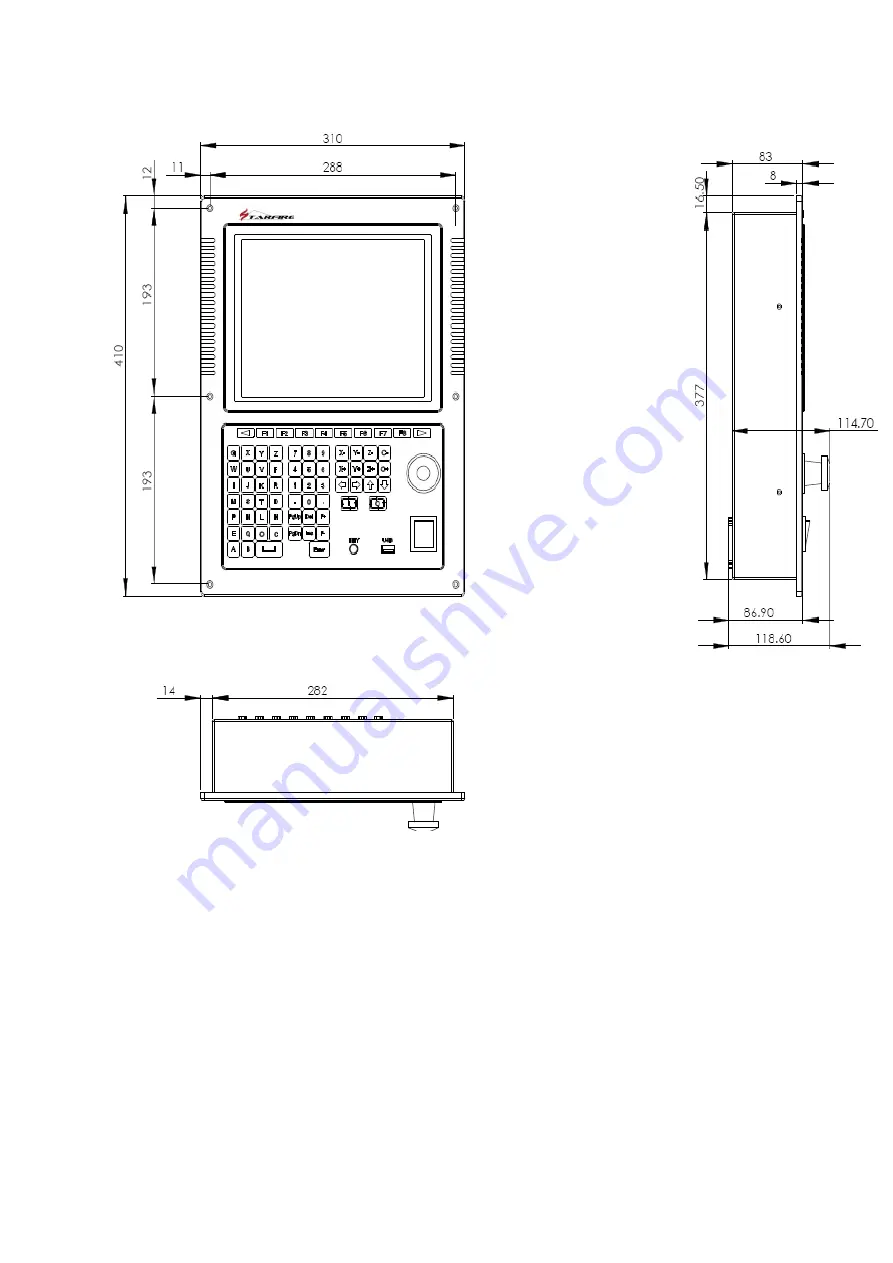
Tarfire SF-2200H, Operating Manual
The Tarfire SF-2200H is a high-performance, state-of-the-art home security system equipped with advanced features for your peace of mind. Get the most out of your device by accessing the comprehensive Operating Manual, available for free download from our website. Enhance your security experience with step-by-step instructions and detailed user guidelines.
Share
Download



















Reviews:
No comments
Related manuals for SF-2200H

P33
Brand: Parker Pages: 54

RP2000
Brand: RAM Pages: 71

R5-TS
Brand: M-system Pages: 3

GA-AP0011
Brand: Aulisa Pages: 32

J1000 CIMR-JC series
Brand: YASKAWA Pages: 26

CentralControl CC41
Brand: Becker Pages: 48

983Ma-H
Brand: GSK Pages: 32

IDEa
Brand: Atari Pages: 3

KN-RCU10B
Brand: Konig Pages: 47

MCC-2
Brand: phytron Pages: 55

ECAT-2061
Brand: ICP DAS USA Pages: 4

InRAX MVI46-PDPS
Brand: ProSoft Technology Pages: 72

359 Series
Brand: CALEFFI Pages: 8

MC16-PAC-2-KIT
Brand: Roger Pages: 2

Penguin Edge RTM-ATCA-F140
Brand: SMART Embedded Computing Pages: 32

MotorController WCC 310
Brand: Window Master Pages: 19

LS-RGB-DMX CONTROL
Brand: JBSYSTEMS Light Pages: 12

RSTC1000
Brand: Nexen Pages: 28





















































