







114-13233
Rev B
13
of 13
6.
VISUAL AID
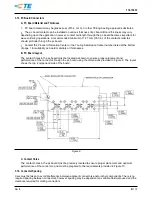
The illustration below shows a typical application of Quadrax DSub Connectors and Contacts. This illustration
should be used by production personnel to ensure a correctly applied product. Applications which DO NOT
appear correct should be inspected using the information in the preceding pages of this specification and in the
instructional material shipped with the product or tooling.
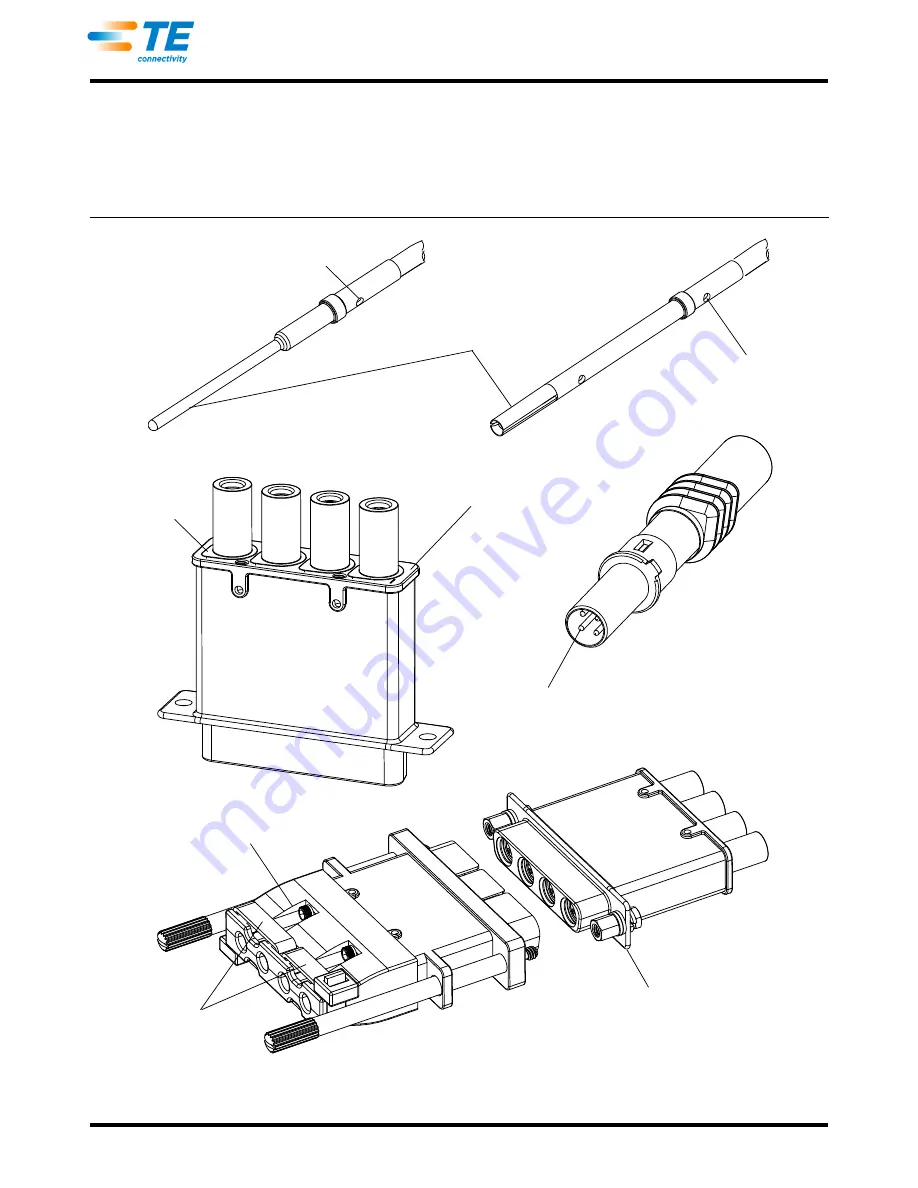
FIGURE 16. VISUAL AID
WIRE MUST BE VISIBLE
IN INSPECTION HOLE
CONTACT MUST BE
VISUALLY STRAIGHT
AND NO DAMAGE TO
MATING END
WIRE MUST BE VISIBLE
IN INSPECTION HOLE
WIRE SEALS
ORIENTED
CORRECTLY
WIRE SEALS
FULLY SEATED
PIN CONTACTS
FULLY BOTTOMED
IN PIN DIELECTRIC
TWO 0.79 MM [.031 IN.] THICK
WASHERS OR 1.57 MM [.062 IN.]
PANEL TO ENSURE PROPER
HARDWARE ENGAGEMENT
STRAIN RELIEF SECURELY
FASTENED TO HOUSING
TIE WRAPS TIGHT TO
SECURE STRAIN
RELIEF HALVES







































































