















Instruction Sheet
1 of 25
© 2022 TE Connectivity Ltd. family of companies.
All Rights Reserved.
TE Connectivity, TE connectivity (logo), and TE (logo) are trademarks. Other logos, product, and/or company names may be trademarks of their respective owners.
PRODUCT INFORMATION 1-800-522-6752
This controlled document is subject to change.
For latest revision and Regional Customer Service,
visit our website at
408-10390
17 AUG 2022 Rev T
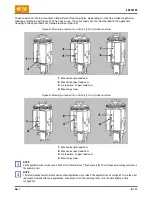
Figure 1: Ocean 1.0 end-feed applicators
1.
INTRODUCTION
Ocean 1.0 end-feed applicators are available with a mechanical feed, air feed, or servo feed system. Each
applicator accepts the end-feed strip-form of terminals identified on the applicator parts list and exploded view
drawing (applicator log) to apply to pre-stripped wires.
NOTE
Dimensions in this instruction sheet are in millimeters with [inches in brackets]. Figures are for reference only and are not
drawn to scale.
This instruction sheet, along with the parts list, exploded-view drawing (packaged with applicator), and
applicable terminating machine manual (Table 1), provide all the information required to operate and maintain
the applicator and machine.
Table 1: Terminating machine manuals
Manual
Machine
Basic AMP-O-LECTRIC
™
Model T
Model G
AMP 3K
™
1725950-[ ]
AMP 5K
™
1725900-[ ]
AMP 3K/40
™
2119683-[ ]
AMP 5K/40
™
2119684-[ ]
NOTE
Refer to instruction sheet
for translations of the Safety Warnings specified herein.
Ocean 1.0 End-Feed Applicators







































































