
























408-10390
Rev
T
11
of 25
4.
LOADING AND UNLOADING THE APPLICATOR
Some terminal strips require the use of a terminal lubricant to reduce tooling wear and help reduce damage to
the plating on some terminals. Wick-type lubricators apply lubricant to the terminal strip as it feeds into the
applicator. Ocean applicator lubricator assembly PN 2119955-2 is available.
Disconnect electrical power when performing maintenance or repair on this equipment.
NOTE
Depending on the final use of the crimped terminal, terminal lubricators are not always recommended. To determine whether
your applications warrant the use of a terminal lubricator, contact your field representative.
If your application warrants the use of a terminal lubricator, use Stoner Terminal Lubricant E807 from Stoner,
Inc. Call 800-227-5538 or visit
Stoner’s
4.1.
Loading the terminal strip
1. Make sure that the installed applicator is the right one for the terminal to be applied. Compare the
terminal part number on the reel with the numbers listed on the applicator parts list.
2. Turn off the machine.
3. Disconnect the power cord.
4. Make sure that the ram assembly is all the way up. If necessary, hand-cycle the machine to raise the
ram. Refer to the machine customer manual.
5. Remove the applicator guard assembly.
6. Raise the stock drag by turning the drag release lever upward.
7. Remove a length of the terminal strip left in the applicator by grasping the terminals at the strip guide
entry, raising the feed pawl, and pulling the strip straight out of the applicator.
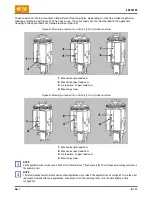
8. With the reel of terminals installed on the reel support, feed the terminal strip into the applicator
between the strip guides with the terminal wire barrel entering first and the open side of the wire barrel
facing up.
9. Raise the feed pawl and continue to feed the terminal strip until the lead terminal is over the anvil and
the feed pawl engages the terminal in the proper position.
10. If terminals are post-feed, lift the feed pawl and pull the strip back one terminal length. The lead
terminal is moved over the anvil on the downward stroke of the ram assembly. Make sure that the tip of
the feed pawl is in the feed hole of the carrier strip.
NOTE
Some carrier strips have additional holes that are not used for feed purposes.
11. Hand-cycle the machine several times to make sure the applicator is properly adjusted as described in
section 5.
12. Reinstall the applicator guard assembly.
4.2.
Unloading the terminal strip
Remove the strip section only as part of the loading procedure. It is not necessary to remove it for cleaning,
lubrication, or repair.
1. Cut the terminal strip one or two terminals from the end of the applicator.
2. If terminals are post-feed, turn the drag release lever upward to raise the stock drag, lift the feed pawl,
and move the lead terminal over the anvil.







































































