


















408-10390
Rev
T
4
of 25
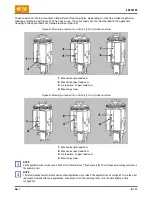
The Ocean applicator can be used in various machines, provided the machine has the proper stroke length and
all the necessary equipment. Two basic applicator design styles (Atlantic and Pacific) are available to meet
many of the terminator and leadmaker configurations worldwide (Figure 5). The applicator ram and base plate
interfaces are different, but most of the Ocean applicator features and adjustments are the same.
Figure 5: Basic applicator design styles
1
Atlantic
6
Wire crimp disc
11
Wire crimper
2
Pacific
7
Insulation crimp dial
12
Insulation crimper
3
Boss
8
Applicator ram
13
Ram clamp
4
Machine ram for ram post adapter
9
Crimper bolt
5
Ram post
10
Terminal hold-down
The terminal strip must be fed into the applicator, with the wire barrels facing up and first into the applicator,
between the strip guide plates. It passes the stock drag, and the lead terminal is positioned over the anvil (for
pre-feed applicators) or one terminal length from the anvil (for post-feed applicators). The feed pawl feeds one
terminal during each cycle of the machine. The ram post (also referred to as the ram mounting post) engages
the post adapter of the machine ram, which actuates the applicator.
The ram post interface is located just below the wire crimp disc, which is designed with a spring-loaded
adjustment mechanism for precise crimp height adjustment increments of 0.01 mm [.0004 in.] and a total
adjustment range of 1.50 mm [.059 in.]. By rotating the wire crimp disc, the ram interface raises and lowers
relative to the applicator housing. The indicator notch of the ram points to the numbers on the perimeter of the
wire crimp disc, indicating a relative crimp height. For proper crimp height, the number on the wire crimp disc
must correspond to the number on the applicator identification tag and log sheet.
The wire crimper is held in a pre-set position by the ram and the crimper bolt. The insulation crimper and the
front shear depressor are also held by the crimper bolt. The insulation crimper is free to move up and down so
that the insulation crimp height can be adjusted via the insulation crimp dial by pulling the spring-loaded dial out
slightly and rotating to a different number.
The slug blade, which cuts the connection tab from the strip between the lead and second terminals, is also
attached to the bottom of the ram. The spring-loaded terminal hold-down, located on the ram, holds the
terminal in place during the crimping and slugging process.
The applicator mounting surface is the base plate. The anvil, strip guide plate, and applicator housing are
mounted on the base plate. The strip guides, stock drag, front and rear shear plates, and strip hold-down plate
are all mounted on the strip guide plate. The shear plates are spaced to allow the slug blade to pass between
them, removing the connecting tab between the terminals.







































































