

















408-10390
Rev
T
22
of 25
6.8.
Repairing the adjustable crimp height
Under some severe operating conditions or applications, the crimp height shim can break or become dislodged.
This can cause the applicator to produce terminations with a different crimp height than specified. To correct
this problem, complete the following steps.
1. Subtract the specified nominal crimp height from the average crimp height recorded under section 5.1,
. This difference is the thickness of the shims (part number 2119957-1) to be
added
under the spacer.
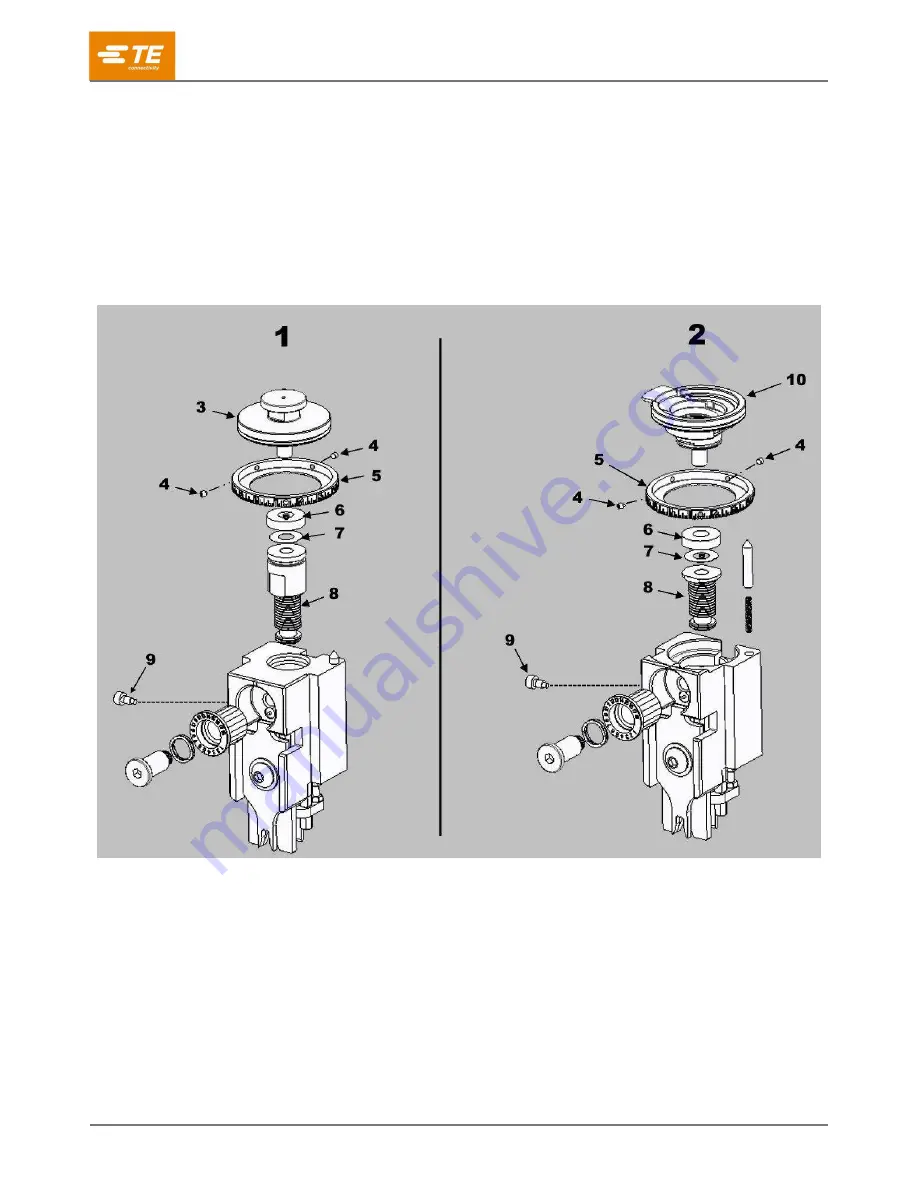
2. Remove the ram assembly (Figure 16) from the applicator.
Figure 16: Replacing the crimp height shim
1
Atlantic
6
Spacer
2
Pacific
7
Shim
3
Ram post
8
Adjustment bolt
4
Set screw*
9
Single-revolution limiter bolt
5
Numbered wire crimp height adjustment dial
10
Ram clamp
*
Pacific only:
Install the set screws in holes that do not interfere with the ram clamp.







































































