




408- 9357
3
of 5
Rev
E
1. Hold the tool so that the front (locator side) is
facing you. Squeeze tool handles together and
allow them to open fully.
2. Insert the contact—mating end first—into the
hole in the locator which corresponds with the
appropriate crimping chamber. Make sure that the
open “U” of the wire barrel and insulation barrel
face the stationary jaw.
Do NOT attempt to close the tool handles when
locator contact retainer is between the dies.
Damage to the tool jaws or locator may result.
3. Slide the locator contact retainer out from
between the dies (spring tension will pull the
locator down). Make sure that the wire stop enters
the contact wire stop slot between the wire barrel
and contact shoulder. Release contact retainer.
Make sure that both sides of the contact
insulation barrel are started evenly into the
crimping chamber. Do NOT attempt to crimp an
improperly positioned contact.
4. Hold the contact in position, and squeeze the
tool handles together until ratchet engages
sufficiently to hold the contact in position. Do NOT
deform insulation barrel or wire barrel.
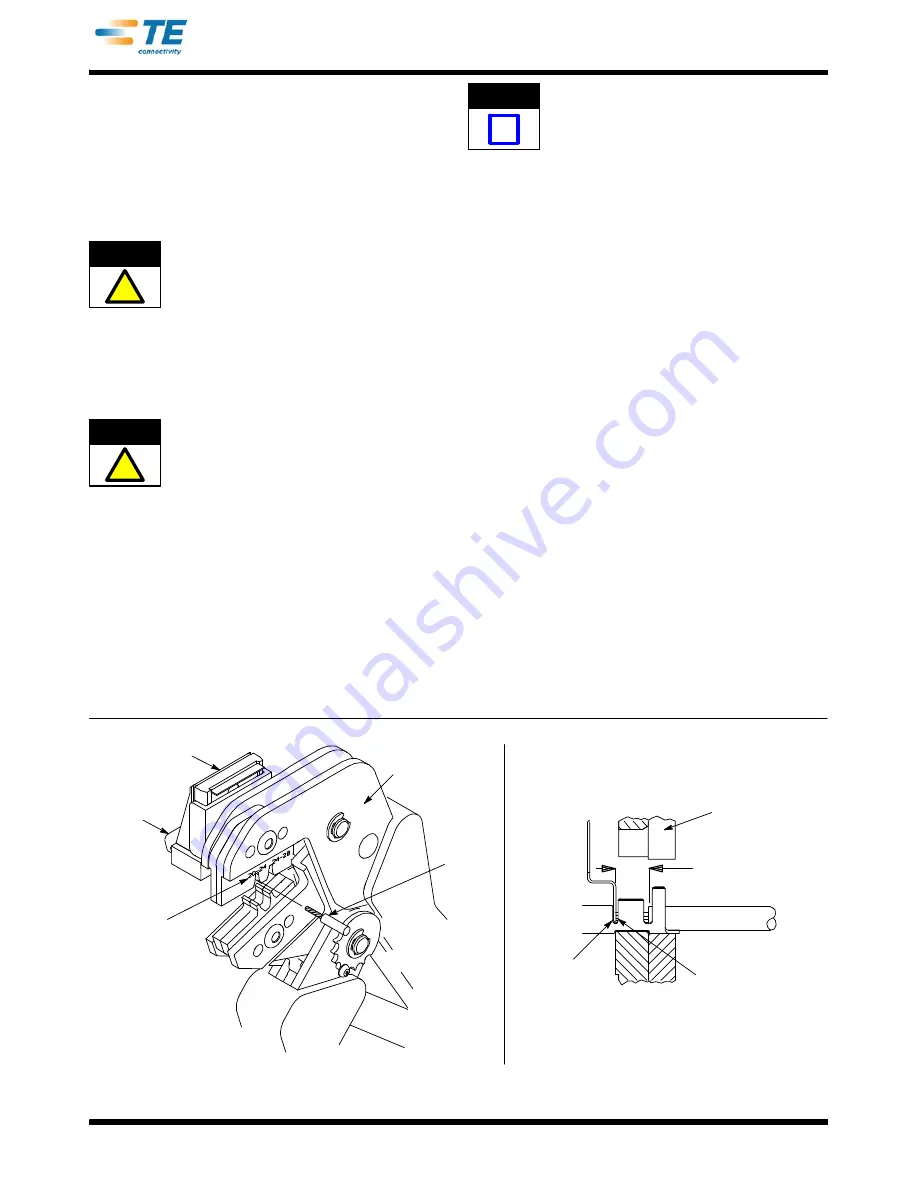
5. Insert stripped wire into contact insulation and
wire barrels until it is butted against the wire stop,
as shown in Figure 3.
6. Holding the wire in place, squeeze tool handles
together until ratchet releases. Allow tool handles
to open and remove crimped contact.
The crimped contact may stick in the crimping
area, but can be removed by pushing downward
on the top of the locator (see Figure 3).
7. Check the contact crimp height as described in
Section 5, CRIMP HEIGHT INSPECTION. If
necessary, adjust the crimp height as described in
Section 6, CRIMP HEIGHT ADJUSTMENT.
5. CRIMP HEIGHT INSPECTION
Crimp height inspection is performed through the use
of a micrometer with a modified anvil, commonly
referred to as a crimp--height comparator. TE does
not manufacture or market crimp--height comparators.
Detailed information on obtaining and using
crimp--height comparators can be found in instruction
sheet 408--7424.
Proceed as follows:
1. Refer to Figure 4 and select the
maximum
size
wire for the crimping chamber.
2. Refer to Section 3, CRIMPING PROCEDURE,
and crimp the contact accordingly.
3. Using a crimp height comparator, measure the
wire barrel crimp height as shown in Figure 4. If the
crimp height conforms to that shown, the tool is
considered dimensionally correct. If not, the tool
must be adjusted. Refer to Section 6, CRIMP
HEIGHT ADJUSTMENT.
Figure 3
Wire Strip Length
Locator in
Contact Wire
Stop Slot
Wire Inserted to
Locator Wire Stop
Tool Stationary
Jaw
Wire
Tool Wire
Size Markings
Back of Tool
(Wire Side)
Contact
Retainer
Locator
CAUTION
!
CAUTION
!
NOTE
i







































































