










408-1697
Rev
D
9
of 11
Preparing the dies for inspection
Before inspecting the die closure, prepare the dies as follows:
1. Clean oil and dirt from the die closure surfaces and plug gage members.
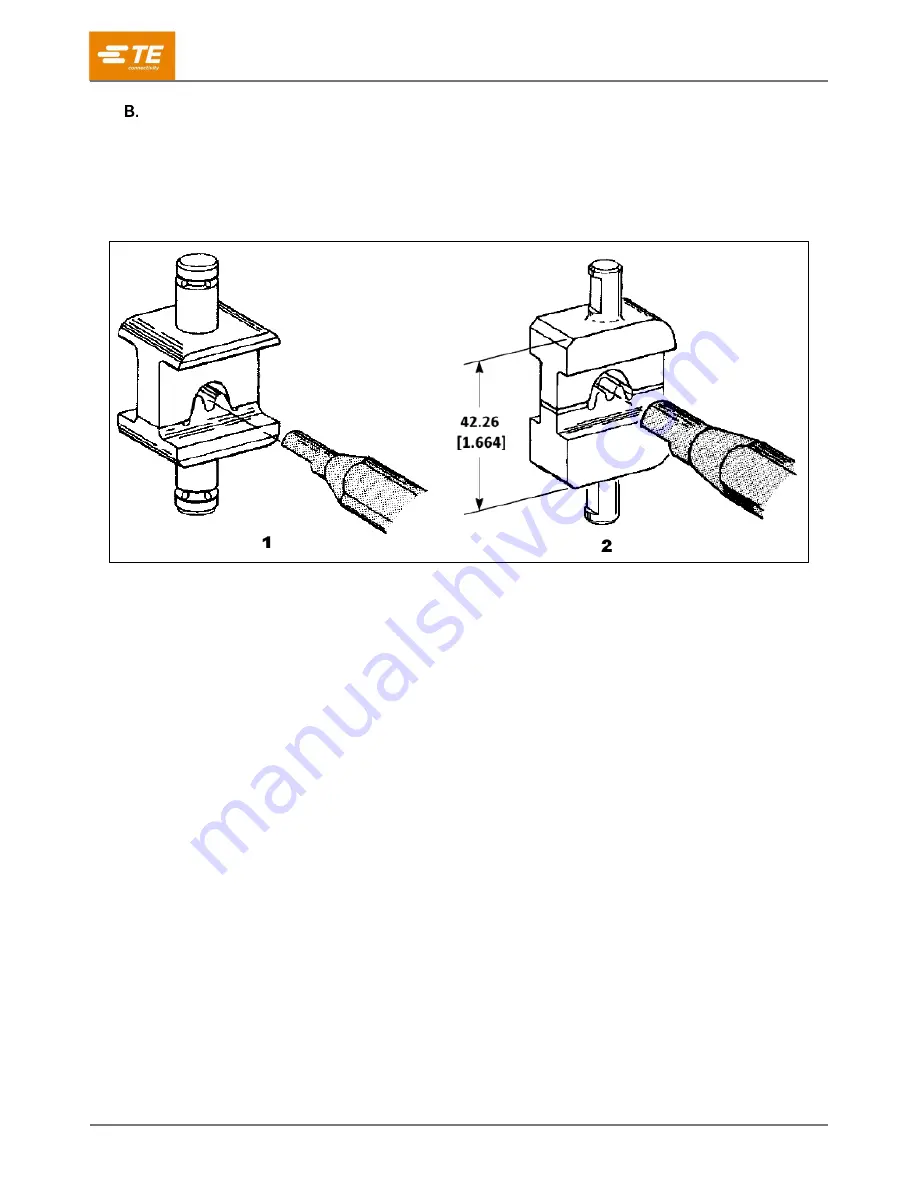
2. Position the dies as shown in Figure 11.
Figure 11: Positioning the dies for gaging
1
Dies for the 69097 tool (bottomed, but not under pressure)
2
Dies for the 69099 and 1752868-1 tools (positioned at gage dimension)







































































