









AX48-120 Flange Facing Machine
3
CONTENTS
TECHNICAL DESCRIPTION ........................................................................... 8
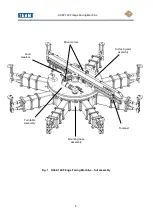
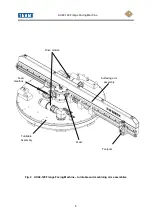
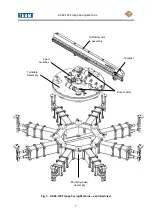
Turntable assembly ............................................................................... 8
Surfacing arm assembly and toolpost .................................................10
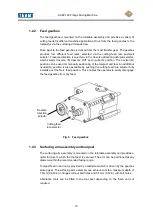
Mounting base assembly ....................................................................11
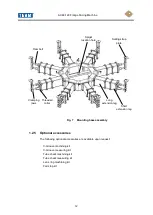
Optional accessories ...........................................................................12
SAFETY INFORMATION ..............................................................................16
CONTROLS AND BASIC OPERATION .......................................................19
Location and function of the controls.............................................................19
Machine controls .................................................................................19
Filter/lubricator pack controls ..............................................................21
Unpacking the machine .......................................................................24
Mounting base installation ...................................................................26
Centralising the base within the bore ..................................................29
Machine installation .............................................................................30
Toolpost overrun and gearbox protection device ................................32
Installing and machine balancing - (vertical flange) ............................33
Setting up the tool - facing and grooving ............................................36
Connection to Air Supply .....................................................................37
Starting the machine - Facing and Grooving ......................................38
MAINTENANCE INSTRUCTIONS ................................................................42
Removal of gearbox ............................................................................44
Replacement of shear pins .................................................................45
Summary of Contents for SILK AX48-120
Page 51: ...AX48 120 Flange Facing Machine 50 Fig 26 Mast and turntable assembly sheet 1 ...
Page 52: ...AX48 120 Flange Facing Machine 51 Fig 27 Mast and turntable assembly sheet 2 ...
Page 55: ...AX48 120 Flange Facing Machine 54 28 Surfacing arm assembly sheet 1 ...
Page 56: ...AX48 120 Flange Facing Machine 55 Fig 29 Surfacing arm assembly sheet 2 ...
Page 59: ...AX48 120 Flange Facing Machine 58 Fig 30 Gearbox assembly ...
Page 62: ...AX48 120 Flange Facing Machine 61 Fig 31 Base assembly ...
Page 64: ...AX48 120 Flange Facing Machine 63 Fig 32 Toolpost assembly ...
Page 66: ...AX48 120 Flange Facing Machine 65 Fig 33 Base centraliser ...
Page 68: ...AX48 120 Flange Facing Machine 67 Fig 34 Counter balance ...
Page 71: ...AX48 120 Flange Facing Machine 70 TYPES OF TOOL BIT FOR GENERAL PURPOSE AND FINE FINISH ...
Page 72: ...AX48 120 Flange Facing Machine 71 TOOLS FOR V GROOVE PLUNGE MACHINING ...
Page 76: ...AX48 120 Flange Facing Machine 75 APPENDIX C V GROOVE MEASUREMENT ...
Page 77: ...AX48 120 Flange Facing Machine 76 ...
Page 78: ...AX48 120 Flange Facing Machine 77 APPENDIX D AIR MOTOR MANUFACTURERS INFORMATION ...
Page 79: ...AX48 120 Flange Facing Machine 78 ...
Page 80: ...AX48 120 Flange Facing Machine 79 ...
Page 81: ...AX48 120 Flange Facing Machine 80 ...
Page 82: ...AX48 120 Flange Facing Machine 81 ...
Page 83: ...AX48 120 Flange Facing Machine 82 ...