













25
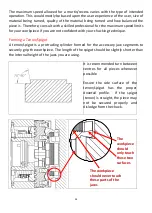
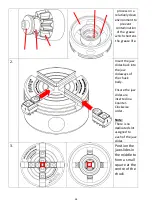
Safety Warning:
Thoroughly inspect the wood for splits or weaknesses, especially around the
tenon/spigot area, before mounting the workpiece onto the chuck. The spigot will be
the only area of contact when doing free end turning. Never proceed on turning the
wood if any weaknesses are found on the wood.
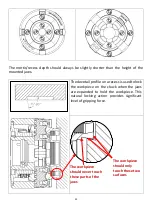
Recommended diameter for the tenon/spigot
The suitable tenon/spigot diameter is dependent on the jaws that are mounted on
the chuck.
General rule to determine the suitable diameter and length of the tenon/spigot:
1.
Tenon/spigot diameter should be 6mm larger than the internal diameter of the
jaws when completely contracted on the chuck.
2.
Tenon/spigot diameter should be 6mm smaller than the internal diameter of
the jaws when completely expanded on the chuck.
The length/ height of the spigot should be no longer than the length of the dovetail
feature of the jaws being used.
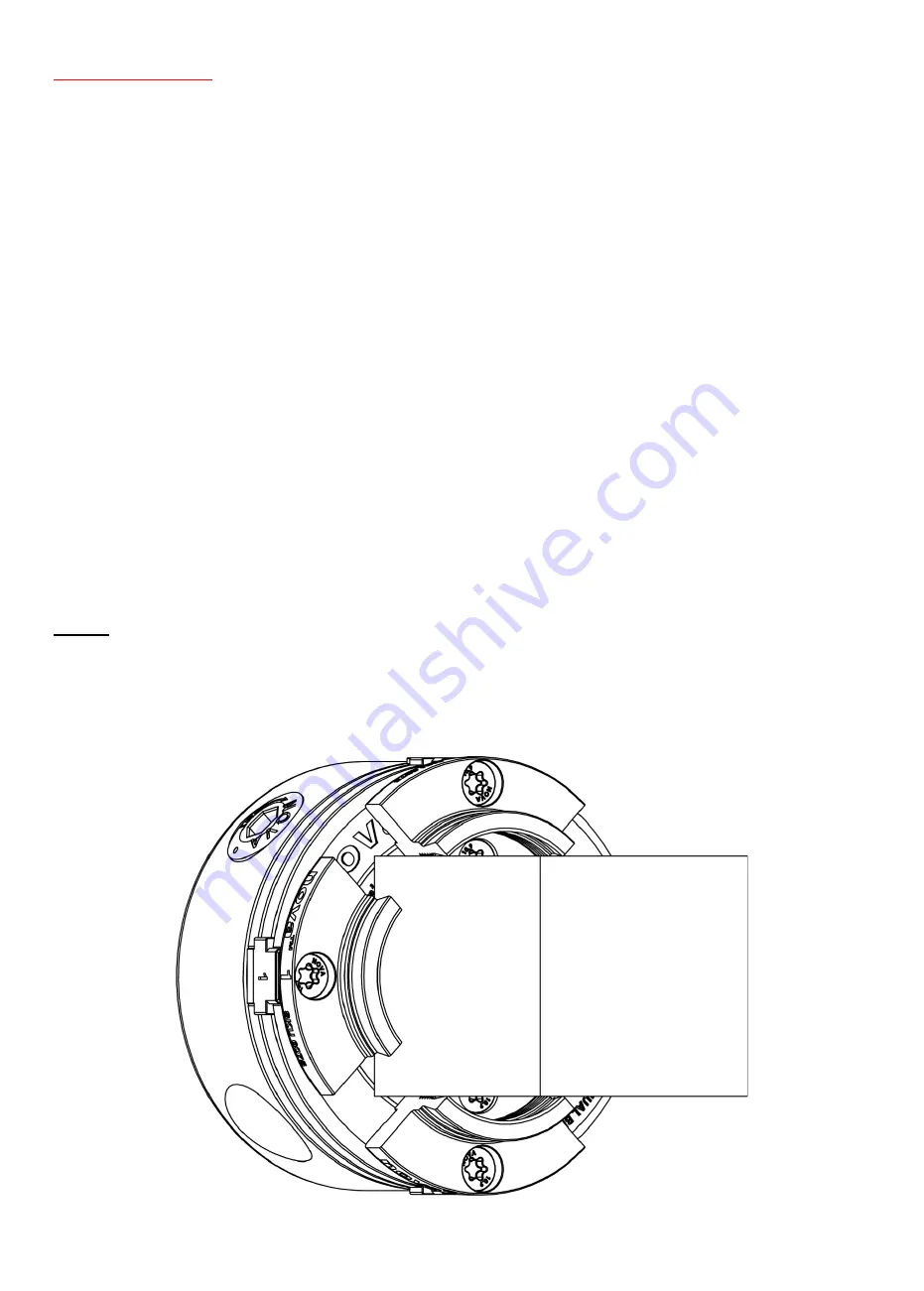
Note:
Square profile workpieces can also be turned by a similar manner (Refer to the
illustration below). The maximum size and length of a square workpiece is also
dependent on the jaw that is mounted on the chuck.