















30
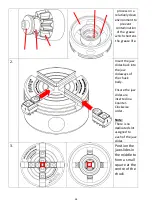
2.
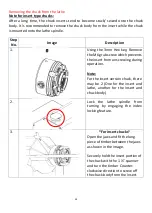
Measure the axial runout of
the spindle itself by:
Locate the DTI on the front
face of the spindle as shown on
the image.
Spin the lathe by hand.
The runout measurement
should be ranging between:
-0.02mm ~ +0.02mm
(-0.00079 ~ +0.00079in)
Any reading exceeding this
value will be exceeding the
standard tolerances.
Chuck Inspection
Firstly, inspect the lathe spindle threads for any buildup of debris or any damage.
1.
Thoroughly clean the excessive debris is identified on the lathe spindle
2.
Contact the local machining shop to chase the spindle thread
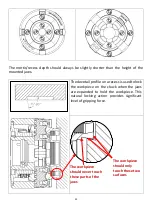
Secondly, mount the chuck correctly according to instructions on the manual.
1.
If the chuck is an insert model, ensure the insert
is bottomed out on the chuck body before
mounting on the lathe.
2.
For Both Insert & Direct Thread model: Wind the
chuck onto the lathe spindle until the chuck
comes firmly in contact with the bearing/spindle
shoulder with no gaps around it.
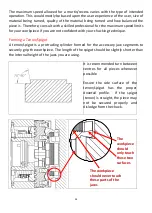
3.
Place red thread protector washer into the M6
Threaded hole. Then wind the M6 grub screw in
position and tighten with M3 Hex head wrench
(provided) to prevent the chuck from loosening
on lathe spindle.