




























- 140 -
съединения за сгъстен въздух, за да се приведе в съответствие към наличните
съединения на мястото на инсталирането.
5.6 ПОДГОТОВКА НА ГРУПАТА ЗА ОХЛАЖДАНЕ (GRA)
ВНИМАНИЕ! Операциите по пълнене на резервоара трябва да се
извършват със спряна и изключена от захранващата мрежа апаратура.
Абсолютно трябва да се избягва употребата на антифризна течност на
полипропиленова основа.
Използвайте само охлаждаща течност, препоръчана от производителя на
охлаждащата единица.
- Отворете изпускателния клапан (ФИГ. B-13).
- Извършете напълване на резервоара с охлаждаща течност чрез отвора
(Фиг. B-11): капацитет на резервоара = 8 l; бъдете внимателни да не се излее
прекалено количество течност в края на пълненето.
- Затворете тапата на резервоара.
- Затворете изпускателния клапан.
5.7 СВЪРЗВАНЕ НА ПНЕВМАТИЧНИТЕ КЛЕЩИ (Фиг. F)
ВНИМАНИЕ! Наличие на опасно напрежение! Абсолютно
избягвайте да свързвате с контактите на апарата за точково заваряване
щепсели, различни от тези, които е предвидил производителя. Не се
опитвайте да вкарвате никакви предмети в контактите!
- Машината трябва да е изключена от захранващата мрежа.
- Вкарайте поляризирания щепсел (Фиг. F-1) на клещите в специалния контакт
на машината, следователно повдигнете двата лоста, докато получите пълното
закрепване на щепсела.
- Вкарайте поляризирания щепсел 8 pin на фигура F-2, за да можете да
използвате режима на автоматично точково заваряване.
- Вкарайте охлаждащите тръби (*), като спазвате цветовете (синя тръба за синя
контактна връзка, червена тръба за червена контактна връзка). Проверете,
дали бързото окачване на тръбите е извършено правилно (Фиг. F-3).
ЗАБЕЛЕЖКА (*): ако охлаждащите тръби не са поставени, клещите
НЕ се охлаждат правилно с последващо вредно въздействие върху
електрическите части.
5.8 КЛЕЩИ“C”: СВЪРЗВАНЕ НА РАМОТО
ВНИМАНИЕ! Допълнителен риск от премазване на горните
крайници!
Спазвайте стриктно последователността на инструкциите, посочени по-
долу!
- Машината трябва да е изключена от захранващата мрежа.
- Завъртете блокиращото устройство, както е посочено на фиг. G1.
- Ако се използва, сглобете опората на клещите (Фиг. G2).
- Вкарайте рамото в специалното му място като го наклоните по подходящия
начин (Фиг. G3).
- Подравнете рамото към електрода на буталото и затегнете блокиращото
устройство (Фиг. G4-A).
- Свържете тръбите за охлаждане със специалните съединения за бърза
връзка (Фиг. G4-B).
- Проверете, дали бързото съединение на тръбите е извършено правилно.
- Ако се използва, сглобете дръжката на опората на клещите откъм подходящата
страна (Фиг. G5).
ЗАБЕЛЕЖКА: ако охлаждащите тръби не са поставени, клещите НЕ
се охлаждат правилно с последващо вредно въздействие върху
електрическите части.
6. ЗАВАРЯВАНЕ (Точково заваряване)
6.1 ПРЕДВАРИТЕЛНИ ОПЕРАЦИИ
6.1.1 Главен прекъсвач в положение “O” и заключен катинар!
Преди да се изпълни, каквато и да е операция по точково заваряване, е
необходимо да се направят серия от проверки и настройки, които трябва да се
извършат с главен прекъсвач в положение “O” и заключен катинар.
Свързване към електрическата и пневматична мрежа:
- Проверете, дали електрическото свързване е извършено правилно в
съответствие с предишните инструкции.
- Проверете свързването на сгъстения въздух: направете свързването на
тръбата за захранване на пневматичната мрежа и регулирайте налягането
чрез копчето на редуктора докато манометърът не покаже стойност близка до
8 bar (116 psi).
6.1.1.1 Регулиране и закрепване на рамото на клещи “C”
Тази операция трябва да се извършва само в случаите, в които, след като е
блокирано рамото, както е описано в параграф 5.8, ако се наложи хоризонтално
движение на самото рамо
(Фиг. Q)
За тази операция, процедирайте, както следва:
- Разблокирайте рамото като завъртите лоста за освобождаване (Фиг. R);
- Отпуснете застопоряващия винт (Фиг. S-1) и завийте пръстеновидната гайка
(Фиг. S-2) с една осма оборот (около 45 градуса);
- Блокирайте пръстена като завиете застопоряващия винт (Фиг. S-1);
- Блокирайте рамото като извършите посочената операция на (Фиг. T).
Операцията трябва да се извърши многократно, като завивате и развивате
пръстеновидната гайка
(Фиг. S-2)
, докато рамото се окаже хоризонтално
блокирано и в същото време лоста за блокиране, с усилие на въртене, подходящо
за ръчно откачване, се затвори до удара в референтния щифт
(Фиг. T-1)
.
NOTA BENE: важно е в края на операцията, лоста да удари в щифта на
ограничителя
(Фиг. T-1)
. Това положение гарантира безопасното механично
блокиране на рамото с форма “C”.
6.1.2 Главен прекъсвач в положение “ I ”
Следните проверки трябва да се направят, преди да се извърши каквато и да е
операция по точково заваряване с главен прекъсвач в положение “ I ” (ON).
Изравняване на електродите с клещите:
- Поставете между електродите материал с дебелина еквивалентна на
дебелината на ламарините, върху които трябва да се извърши точково
заваряване; проверете, дали електродите, доближени с функцията
“приближаване” (виж параграф 6.2.2), са подравнени.
- Ако е необходимо проверете правилното закрепване на рамото (вижте
предишните параграфи).
6.2 РЕГУЛИРАНЕ НА ПАРАМЕТРИТЕ ЗА ТОЧКОВО ЗАВАРЯВАНЕ
Параметрите, от които зависи определянето на диаметъра (сечението) и
механичната издръжливост на точката са:
- Сила, упражнявана върху електродите.
- Ток на точково заваряване.
- Време на точково заваряване.
При липса на специфичен опит е препоръчително да се направят няколко опита
за точково заваряване като се използват ламарини със същото качество и
дебелина като тези, върху които трябва да се работи.
6.2.1 Задаване на рамото и електрода
Натиснете бутон“START”
(Фиг. U-1)
и задайте рамото измежду тези, които са
налични
(Фиг. U-2)
като завъртите централната ръкохватка
(Фиг. C-5)
.
6.2.2 Регулиране на силата и функцията приближаване (само пневматични
клещи)
Регулирането на силата става в автоматичния или в ръчния режим (като се
въздейства на регулатора за налягането на групата за въздуха).
Задаването на автоматичен режим (фабрична настройка) или ръчен режим може
да се избере от главното меню като се избере икона
и след това икона
, както е показано на фигури U-3-4.
Автоматично регулиране „AUTO daN“:
Като се избере “AUTO daN” е възможно да се зададе желаната стойност на
силата, изразена в „дека нютони“ като се използва режим „MANUAL“ (Фиг. U-5).
В режими “SMART AUTOSET“ и „EASY“, по време на цикъла за точково
заваряване, силата на електродите се регулира автоматично.
Ръчно регулиране:
Като изберете “no AUTO daN” е възможно да зададете стойността на силата като
въздействате ръчно върху регулатора за налягането (Фиг. B-10).
По време на цикъла на точково заваряване, силата на електродите ще бъде тази,
която е регулирана ръчно в съответствие с процедурата, описана преди това.
Функция приближаване
:
Позволява да се приближат електродите със зададената сила без да се отдава
ток.
Възможно е да се приближат електродите във всяка програма за точково
заваряване със следната процедура (двойно кликване):
Натиснете и отпуснете бутона клещите и после веднага дръжте натиснат бутона.
Клещите приближават и поддържат затворени електродите до следващото
отпускане на бутона. Индикаторната лампа на клещите мига.
ВНИМАНИЕ: използването на предпазни ръкавици може да
направи трудно приближаването с двойни кликвания. Следователно се
препоръчва избирането на функцията приближаване
.
ВНИМАНИЕ!
ДОПЪЛНИТЕЛЕН РИСК! В този режим на функциониране също съществува
риск от премазване на горните крайници: вземете предпазни мерки според
случая (виж глава безопасност).
6.2.3 Автоматично задаване на параметрите на точково заваряване
(фиг. U-6)
Всички параметри на точково заваряване се задават автоматично от машината:
режим „SMART AUTOSET“. Необходимо и двата щепсела на клещи C да са
свързани с машината (Фиг. F).
6.2.4 Полуавтоматично задаване на параметрите на точково заваряване
(фиг. U-7)
Параметрите на точково заваряване се задават от машината като се избере
дебелината и материала (*) на ламарините, които трябва да се заваряват.
Счита се за правилно изпълнението на точката, когато като се подложи на опит
за изтегляне се получи изваждането на ядрото в точката на заваряване на една
от двете ламарини.
(*) ЗАБЕЛЕЖКА: стандартните материали на разположение са:
- “Fe”: железни ламарини с ниско съдържание на въглерод;
- “FeZn”: поцинковани железни ламарини с ниско съдържание на въглерод;
- “Hss”: стоманени ламарини с висока граница на пречупване (700 MPa max);
- “Br”: ламарини от бор-стомана.
6.2.5 Ръчно задаване на параметрите и създаване на персонализирана
програма
(фиг. U-8)
Възможно е ръчно да се зададат параметрите на точковото заваряване, за да се
извърши пробно заваряване или за да се създаде персонализирана програма.
6.3 МЕТОД НА АВТОМАТИЧНО ТОЧКОВО ЗАВАРЯВАНЕ
Тази функция е на разположение с пневматични клещи “C” , които стандартно се
предоставят с машината.
Изберете режим „SMART AUTOSET“ чрез икона “MODE”: влиза се в
предварителната процедура на “ЗАНУЛЯВАНЕ”.(фиг. U-9).
За да извършите правилно зануляването поддържайте натиснат бутона за
клещите през цялото необходимо време като следвате указанията на дисплея:
- Поставете електрода на неподвижното рамо върху повърхността на една от
двете ламарини, на които трябва да се направи точково заваряване.
- Натиснете бутона върху дръжката на клещите като получите:
a) Затваряне на ламарините от електродите.
b) Започване на цикъла на точково заваряване с преминаване на ток.
- В края на точковото заваряване се показва средния ток на точково заваряване
(като се изключат първоначалното и крайното постепенно увеличаване
и намаляване), силата на електродите, времето за точково заваряване и
енергията, отдадена на електродите за изпълнението на точката.
Към показаните стойности може да се добави едно “предупреждение”,
сигнализирано от мигащата червена индикаторна лампа на клещите (виж
TAБ.1), в зависимост от резултата получен при точковото заваряване.
- В края на работата поставете отново клещите на специалната опора, която се
намира на количката.
За да се извърши наново зануляване, натиснете бутон “ESC” (фиг. C-6).докато се
появи иконата
на дисплея, след това я изберете. За да излезете от тази
Summary of Contents for 823350
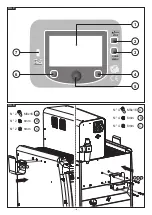
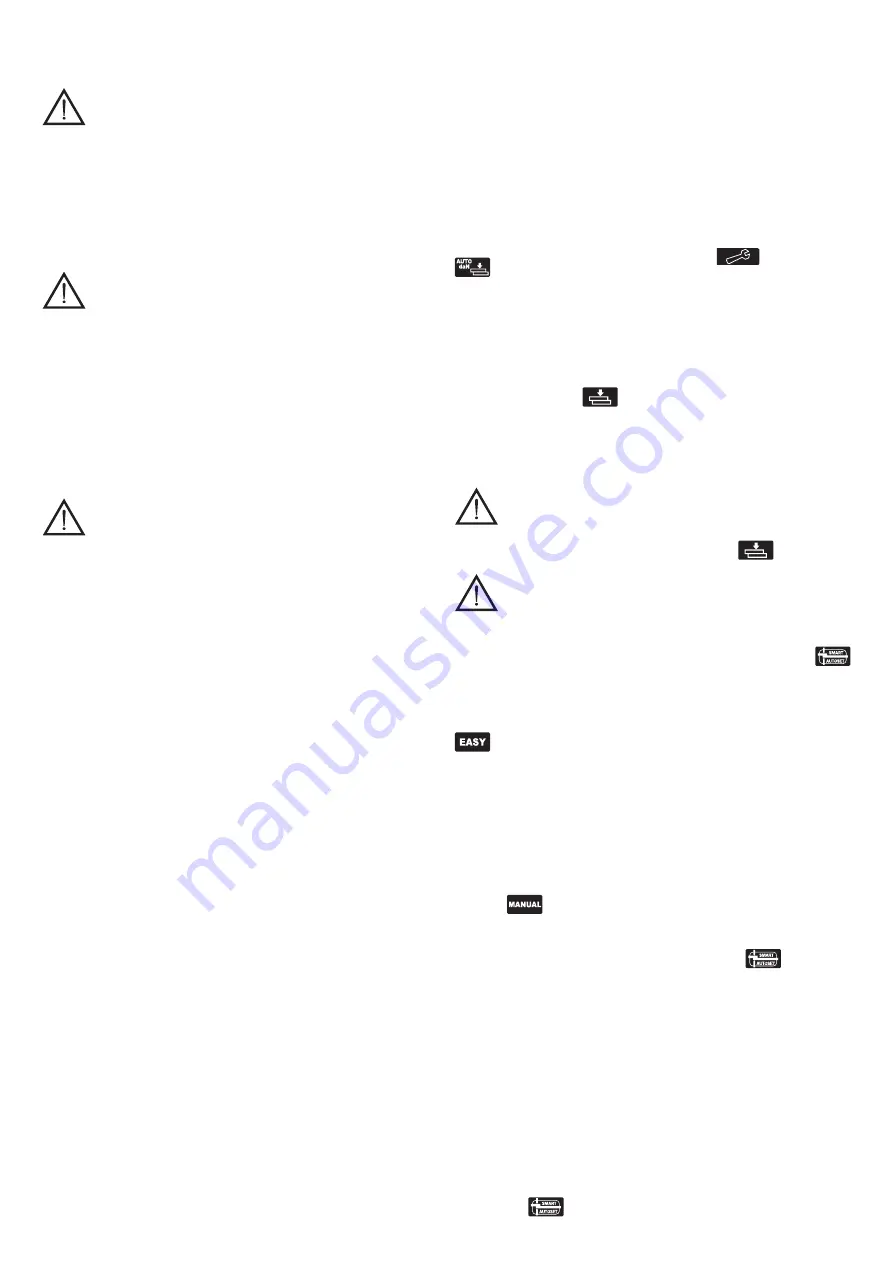
Page 154: ... 154 FIG A FIG B 1 2 3 5 4 6 7 8 9 10 11 12 13 ...
Page 156: ... 156 FIG E FIG F 3 2 1 ...
Page 157: ... 157 FIG G5 A B FIG G1 FIG G2 FIG G4 FIG G3 A B ...
Page 158: ... 158 FIG L FIG I ...
Page 159: ... 159 FIG M FIG N FIG O FIG P ...
Page 160: ... 160 FIG Q FIG R FIG S FIG T 1 2 1 ...
Page 161: ... 161 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 FIG U ...







































































