

























- 148 -
7.2.1 MENU USTAWIEŃ (Rys. U-13)
Umożliwia ustawienie następujących opcji:
-
: język.
-
: godzina i data.
-
: urządzenia do pomiaru w systemie metrycznym lub anglosaskim.
7.2.2 MENU SERVICE (Rys. U-14)
Umożliwia uzyskanie informacji o stanie spawarki punktowej.
7.2.2.1 MENU INFO
-
: dni (DDDD), godziny (HH), minuty (mm) funkcjonowania spawarki
punktowej.
-
: liczba punktów.
-
: lista alarmów.
7.2.2.2 MENU OPROGRAMOWANIA
-
: umożliwia aktualizację programu spawarki punktowej przy użyciu nośnika
USB.
-
: umożliwia przywrócenie ustawień początkowych w spawarce punktowej.
-
: wersje zainstalowanego programu.
7.2.2.3 MENU REPORT
Umożliwia generowanie raportu i jego zachowanie na nośniku USB. W raporcie
znajdują się różne informacje dotyczące stanu urządzenia (zainstalowane programy,
godziny eksploatacji/pracy, alarmy, ustawiony proces spawania itd.).
7.3 MENU JOBS (Rys. U-15)
Umożliwia:
-
: zachowanie obróbki w pamięci wewnętrznej spawarki punktowej.
-
: załadowanie obróbki wcześniej zachowanej.
-
: skasowanie obróbki wcześniej zachowanej.
-
: importowanie obróbek z nośnika USB.
-
: eksportowanie obróbek na nośnik USB.
-
:
umożliwia zapisywanie parametrów spawania punktowego na nośniku USB.
7.4 PRZYCISK „QUICK MENU” (Rys. U-16-17)
Umożliwia ustawienie następujących opcji:
-
: zablokowanie spawania punktowego: parametry spawania punktowego
pozostają zablokowane zawsze na tej samej wartości dla wszystkich wykonywanych
punktów.
-
: maksymalna liczba punktów i odliczanie wsteczne wykonanych
punktów.
8. KONSERWACJA
UWAGA! PRZED WYKONANIEM CZYNNOŚCI KONSERWACYJNYCH
NALEŻY UPEWNIĆ SIĘ, ŻE SPAWARKA PUNKTOWA JEST WYŁĄCZONA I
ODŁĄCZONA OD SIECI ZASILANIA.
Zablokować wyłącznik główny w położeniu „O”, zamykając na kłódkę,
znajdującą się w wyposażeniu urządzenia.
8.1 RUTYNOWA KONSERWACJA
CZYNNOŚCI RUTYNOWEJ KONSERWACJI MOGĄ BYĆ WYKONYWANE PRZEZ
OPERATORA.
- dostosowanie/reset średnicy oraz profilu końcówki elektrody;
- wymiana elektrod i ramion;
- kontrola ustawienia elektrod w linii;
- kontrola schłodzenia przewodów i kleszczy;
- odprowadzanie skroplin z filtra wlotowego sprężonego powietrza.
- okresowa weryfikacja poziomu w zbiorniku z cieczą chłodzącą.
- okresowa weryfikacja całkowitego braku wycieków cieczy.
- weryfikacja stanu przewodu zasilającego spawarkę punktową i kleszcze.
- wymiana płynu chłodzącego co 6 miesięcy.
8.2 NADZWYCZAJNA KONSERWACJA
CZYNNOŚCI NADZWYCZAJNEJ KONSERWACJI POWINNY BYĆ WYKONYWANE
WYŁĄCZNIE PRZEZ PERSONEL DOŚWIADCZONY LUB WYKWALIFIKOWANY W
ZAKRESIE ELEKTRYCZNO-MECHANICZNYM.
UWAGA! PRZED ZDJĘCIEM PANELI SPAWARKI PUNKTOWEJ LUB
KLESZCZY I DOSTANIEM SIĘ DO JEJ WNĘTRZA, NALEŻY UPEWNIĆ SIĘ, ŻE
ZOSTAŁA WYŁĄCZONA I ODŁĄCZONA OD SIECI ZASILANIA ELEKTRYCZNEGO
I PNEUMATYCZNEGO (jeżeli występuje).
Ewentualne kontrole pod napięciem, wykonywane wewnątrz spawarki punktowej,
mogą grozić poważnym szokiem elektrycznym, powodowanym przez bezpośredni
kontakt z częściami znajdującymi się pod napięciem i/lub z elementami znajdującymi
się w ruchu.
Okresowo, z częstotliwością zależną od używania urządzenia oraz od warunków
środowiskowych, sprawdzać jego wnętrze jak również i kleszcze, i usuwać kurz oraz
cząsteczki metalowe osadzające się na transformatorze, module diodowym, tabliczce
zaciskowej zasilania itp, przy pomocy suchego strumienia sprężonego powietrza
(maks. 5 bar).
Unikać kierowania strumienia sprężonego powietrza na karty elektroniczne;
można je ewentualnie oczyścić bardzo miękką szczoteczką lub odpowiednimi
rozpuszczalnikami.
Przy okazji należy:
- Sprawdzić czy na okablowaniach nie występują ślady uszkodzeń izolacji lub czy
podłączenia elektryczne nie są poluzowane- utlenione.
- Sprawdzić czy śruby złączne wtórnego transformatora w drążkach / warkoczach
wyjściowych są mocno dokręcone i czy nie wykazują śladów utleniania lub
przegrzania.
8.2.1 Czynności wykonywane w Systemie Chłodzenia Wodnego
W następujących przypadkach:
- nadmierna konieczność uzupełnienia poziomu płynu w zbiorniku;
- nadmierna częstotliwość włączania alarmu 7;
- wycieki płynu;
zaleca się przystąpić do kontroli ewentualnych problemów występujących w strefie
zespołu chłodzenia.
Nawiązując zawsze do rozdziału 7.2 dotyczącego ogólnych uwag i w każdym razie
po odłączeniu spawarki punktowej od sieci zasilania, zdjąć panel boczny
(Rys. L).
Sprawdzić czy nie występują wycieki zarówno z połączeń, jak i z przewodów
rurowych. W przypadku wycieków płynu przystąpić do wymiany części uszkodzonej.
Usunąć pozostałości płynu ewentualnie rozlanego podczas konserwacji i zamknąć
panel boczny.
Następnie zresetować spawarkę punktową wykorzystując odpowiednie informacje
podane w paragrafia 6 (Spawanie punktowe).
8.2.2 Wymiana baterii wewnętrznej
W przypadku, kiedy data i godzina nie będą zachowywane w pamięci urządzenia,
zaleca się wymianę baterii (CR2032 - 3V) znajdującej się z tyłu wyświetlacza.
Po odłączeniu urządzenia od sieci wykręcić śruby z panelu sterującego, wyjąć
przewody i wymienić baterię.
UWAGA! Przed ponownym zamontowaniem panelu na urządzeniu
upewnić się, że wszystkie przewody zostały podłączone.
9. WYSZUKIWANIE USTEREK
W PRZYPADKU NIEZADOWALAJĄCEGO FUNKCJONOWANIA URZĄDZENIA I
PRZED WYKONANIEM ZWYKŁYCH WERYFIKACJI LUB ZWRÓCENIEM SIĘ DO
SERWISU POGOTOWIA TECHNICZNEGO, NALEŻY SPRAWDZIĆ CZY:
- Po zamknięciu wyłącznika głównego spawarki punktowej (poz. “ I ”) wyświetlacz
jest włączony; w przeciwnym przypadku usterka znajduje się na linii zasilania
(kable, gniazdko i wtyczka, bezpieczniki, nadmierny spadek napięcia, itp).
- Wyświetlacz nie wyświetla sygnałów alarmu (patrz TAB. 1): Po wyciszeniu
alarmu nacisnąć “START”, aby ponownie włączyć spawarkę punktową; sprawdzić
prawidłowe krążenie cieczy chłodzącej i ewentualnie zredukować tryb pracy cyklu
roboczego.
- Elementy będące częścią obwodu wtórnego (odlewane uchwyty ramion - ramiona
- uchwyty elektrodowe - kable) nie funkcjonują skutecznie w wyniku poluzowania
śrub lub ich utlenienia.
- Parametry spawania zostały dostosowane do wykonywanej obróbki.
- Po przeprowadzeniu konserwacji lub naprawy przywrócić do pierwotnego stanu
połączenia i okablowania, dbając o to, aby nie stykały się one z częściami
znajdującymi się w ruchu lub częściami, które mogą osiągać wysoką temperaturę.
Spiąć wszystkie przewody zgodnie z początkowym ułożeniem, zadbać o to, aby
prawidłowo oddzielić połączenia uzwojenia pierwotnego wysokiego napięcia od
połączeń uzwojenia wtórnego niskiego napięcia.
Do ponownego dokręcenia elementów konstrukcyjnych wykorzystać wszystkie
wcześniej zastosowane śruby i podkładki.
Summary of Contents for 823350
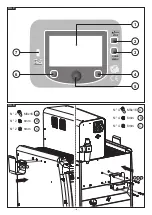
Page 154: ... 154 FIG A FIG B 1 2 3 5 4 6 7 8 9 10 11 12 13 ...
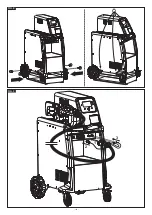
Page 156: ... 156 FIG E FIG F 3 2 1 ...
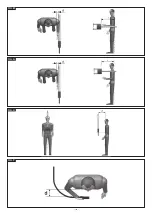
Page 157: ... 157 FIG G5 A B FIG G1 FIG G2 FIG G4 FIG G3 A B ...
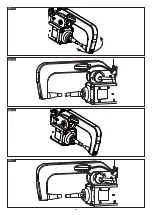
Page 158: ... 158 FIG L FIG I ...
Page 159: ... 159 FIG M FIG N FIG O FIG P ...
Page 160: ... 160 FIG Q FIG R FIG S FIG T 1 2 1 ...
Page 161: ... 161 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 FIG U ...







































































